Bien qu'il n'y ait pas de nombre officiel universellement accepté, les méthodes de trempe sont mieux comprises par leur processus et le milieu utilisé. L'essentiel n'est pas de mémoriser une liste, mais de comprendre comment chaque technique manipule la vitesse de refroidissement pour obtenir des propriétés métallurgiques spécifiques dans le matériau, principalement l'acier. Les méthodes courantes comprennent la trempe directe, interrompue, sélective et par pulvérisation, chacune servant un objectif d'ingénierie distinct.
Le principe fondamental de la trempe n'est pas seulement un refroidissement rapide, mais un refroidissement contrôlé. Le choix de la méthode est un compromis délibéré entre l'obtention d'une dureté maximale et la minimisation des contraintes internes, de la distorsion et du risque de fissuration.

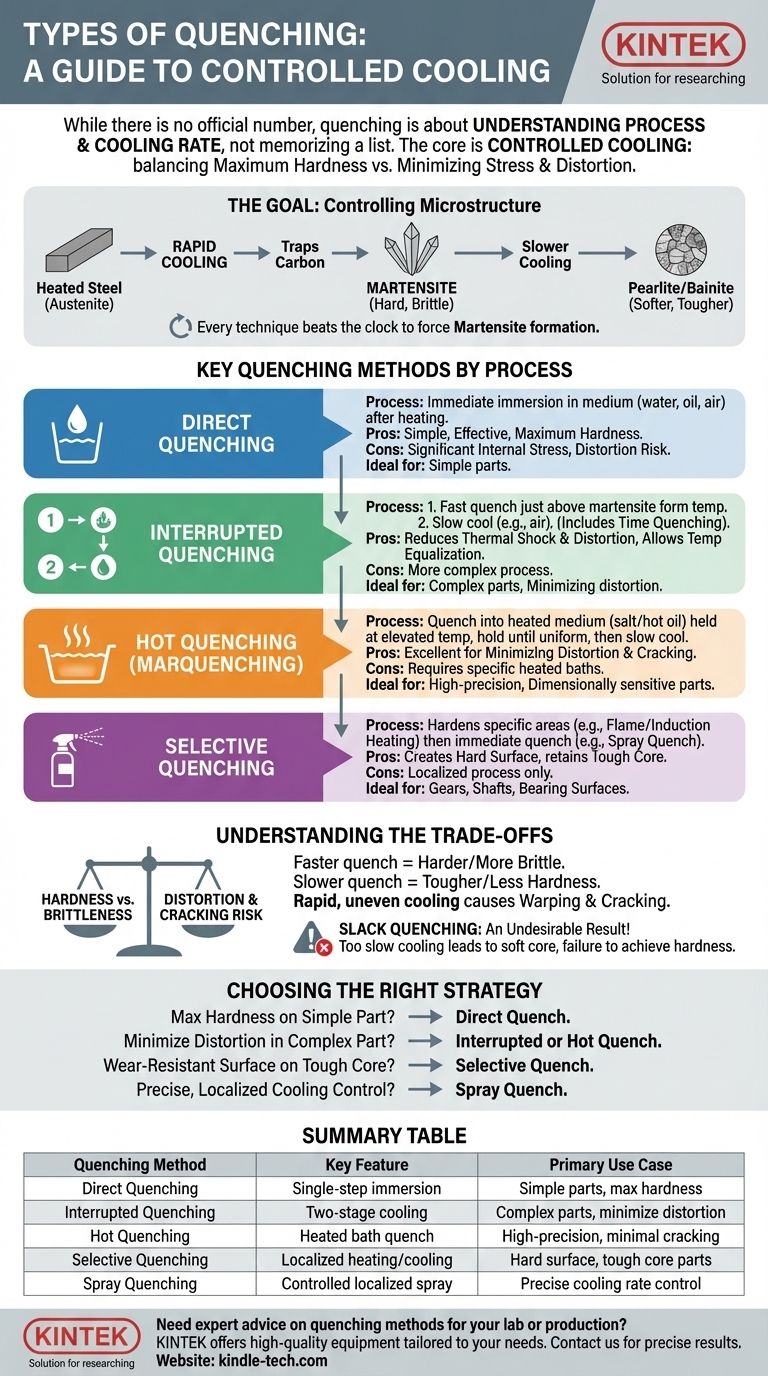
L'objectif de la trempe : contrôler la microstructure
Avant de catégoriser les types, il est crucial de comprendre le "pourquoi". Lorsque l'acier est chauffé à sa température d'austénitisation, sa structure cristalline change. L'objectif de la trempe est de le refroidir si rapidement qu'il ne peut pas revenir à ses structures plus douces et préchauffées.
Forcer une transformation martensitique
Le refroidissement rapide piège les atomes de carbone dans le réseau cristallin du fer, une structure dure, fragile et aciculaire appelée martensite. C'est ce qui confère à l'acier trempé sa dureté et sa résistance caractéristiques.
Un refroidissement plus lent permettrait à l'acier de former des structures plus douces comme la perlite ou la bainite. Par conséquent, chaque technique de trempe est une stratégie pour "gagner du temps" et forcer la formation de martensite.
Principales méthodes de trempe par processus
Les différents types de trempe sont mieux regroupés par le processus utilisé pour contrôler la courbe de refroidissement.
Trempe directe
C'est la méthode la plus simple. La pièce est refroidie immédiatement dans un milieu de trempe (comme l'eau, l'huile ou l'air) après avoir été chauffée ou travaillée à chaud (par exemple, forgeage). Elle est simple et efficace mais peut introduire des contraintes internes importantes.
Trempe interrompue
Il s'agit d'un processus en deux étapes conçu pour réduire le choc thermique et la distorsion. La pièce est d'abord trempée dans un milieu rapide jusqu'à une température juste au-dessus de celle où la martensite commence à se former. Elle est ensuite retirée et refroidie lentement dans un second milieu, comme l'air.
Cette pause permet à la température de s'égaliser entre la surface et le cœur de la pièce, réduisant considérablement les contraintes avant que la transformation martensitique finale et fragile ne se produise. La trempe temporisée est une forme de trempe interrompue où la pièce est maintenue dans le premier agent de trempe pendant une durée précisément contrôlée.
Trempe à chaud
Également connue sous le nom de martempering ou marquenching, elle implique de tremper la pièce dans un milieu maintenu à une température élevée, généralement un bain de sel fondu ou d'huile chaude. La pièce est maintenue à cette température jusqu'à ce qu'elle soit uniforme partout, puis refroidie lentement à l'air.
Comme la trempe interrompue, cette méthode est excellente pour minimiser la distorsion et la fissuration dans les pièces complexes ou sensibles aux dimensions.
Trempe sélective
Cette méthode durcit uniquement des zones spécifiques d'un composant. Des techniques comme le durcissement à la flamme ou le durcissement par induction ne chauffent qu'une partie de la surface de la pièce, qui est ensuite immédiatement trempée, souvent par une trempe par pulvérisation.
Cela laisse le cœur de la pièce tenace et ductile tout en créant une surface dure et résistante à l'usure. C'est courant pour les engrenages, les arbres et les surfaces de roulement.
Comprendre les compromis
Choisir une méthode de trempe ne consiste jamais à trouver la "meilleure", mais la plus appropriée pour le matériau et le résultat souhaité.
Le dilemme dureté vs fragilité
Une trempe plus rapide produit une structure plus dure et plus martensitique. Cependant, cela augmente également la fragilité. Une trempe agressive à l'eau ou à la saumure crée une dureté extrême mais aussi des contraintes internes extrêmes, rendant la pièce susceptible de se fissurer. Une trempe à l'huile plus lente peut entraîner une dureté légèrement inférieure mais une ténacité nettement supérieure.
Le risque de distorsion et de fissuration
Un refroidissement rapide et inégal est la principale cause de déformation et de fissuration. La surface d'une pièce se refroidit et se contracte beaucoup plus rapidement que son cœur, créant une immense tension interne. Des méthodes comme la trempe interrompue et la trempe à chaud sont spécifiquement conçues pour combattre ce problème en permettant aux températures de s'égaliser avant la transformation finale.
Qu'est-ce que la trempe incomplète (Slack Quenching) ?
La "trempe incomplète" n'est pas un processus que vous choisissez, mais un résultat indésirable. Elle se produit lorsque la vitesse de refroidissement est trop lente pour transformer complètement le cœur de la pièce en martensite. Il en résulte un cœur "incomplet" ou mou, ne parvenant pas à atteindre la dureté souhaitée sur toute la section transversale du composant.
Choisir la bonne stratégie de trempe
Votre choix dépend entièrement du matériau du composant, de sa géométrie et de son application prévue.
- Si votre objectif principal est une dureté maximale sur une pièce simple : Une trempe directe dans un milieu rapide comme l'eau ou la saumure est souvent suffisante.
- Si votre objectif principal est de minimiser la distorsion dans une pièce complexe : La trempe interrompue ou la trempe à chaud sont les meilleurs choix pour gérer les contraintes thermiques.
- Si votre objectif principal est de créer une surface résistante à l'usure sur un cœur tenace : La trempe sélective est la méthode désignée pour le travail.
- Si vous avez besoin d'un contrôle précis et localisé du refroidissement : Une trempe par pulvérisation ou par brouillard offre plus de contrôle sur la vitesse de refroidissement qu'une simple immersion.
En fin de compte, une trempe efficace est un équilibre entre l'obtention des propriétés métallurgiques souhaitées et le maintien de l'intégrité physique de la pièce.
Tableau récapitulatif :
| Méthode de trempe | Caractéristique clé | Cas d'utilisation principal |
|---|---|---|
| Trempe directe | Immersion en une seule étape dans un milieu (eau, huile) | Pièces simples nécessitant une dureté maximale |
| Trempe interrompue | Refroidissement en deux étapes pour réduire les contraintes | Pièces complexes où la minimisation de la distorsion est critique |
| Trempe à chaud (Marquenching) | Trempe dans un bain chauffé (sel, huile) | Pièces de haute précision nécessitant un risque minimal de fissuration |
| Trempe sélective | Chauffage et refroidissement localisés (par exemple, durcissement à la flamme) | Pièces nécessitant une surface dure et un cœur tenace (engrenages, arbres) |
| Trempe par pulvérisation | Refroidissement contrôlé et localisé via des buses de pulvérisation | Applications nécessitant un contrôle précis de la vitesse de refroidissement |
Besoin de conseils d'experts pour choisir la bonne méthode de trempe pour vos besoins de laboratoire ou de production ? Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables de haute qualité adaptés à vos défis de traitement des matériaux. Que vous travailliez sur la recherche en traitement thermique, le contrôle qualité ou le durcissement de production, notre équipe peut vous aider à choisir les bons outils pour obtenir des résultats précis. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer vos processus et garantir des résultats cohérents et de haute qualité pour vos composants en acier.
Guide Visuel
Produits associés
- Concasseur à mâchoires de laboratoire
- Presse à comprimés manuelle à poinçon unique TDP machine à poinçonner des comprimés
- Agitateur orbital oscillant de laboratoire
- Machine de Broyage de Plastiques Puissante
- Meuleuse horizontale à dix corps pour laboratoire
Les gens demandent aussi
- Pourquoi traiter les échantillons de roche à <75 microns pour la pXRF ? Obtenez une précision de niveau laboratoire grâce au broyage de précision
- Qu'est-ce qu'un concasseur à mâchoires de laboratoire ? La première étape essentielle pour une analyse précise des échantillons
- Quel équipement de laboratoire utiliserait-on pour écraser ou broyer une substance ? Un guide pour choisir l'outil approprié
- Qu'est-ce qu'un broyeur de laboratoire ? La première étape vers une analyse d'échantillon précise
- Quelle est l'utilité d'un concasseur à mâchoires en laboratoire ? La première étape essentielle pour la réduction d'échantillons











