Bien qu'essentielle pour obtenir une dureté élevée, les principaux inconvénients de la trempe sont les risques importants de déformation, de fissuration et une augmentation spectaculaire de la fragilité. Ces problèmes découlent du choc thermique extrême et des changements microstructuraux rapides subis par le matériau, qui génèrent d'immenses contraintes internes susceptibles de compromettre l'intégrité de la pièce.
La trempe est un choc contrôlé sur le système d'un matériau. Elle sacrifie la ductilité pour la dureté, mais cette transformation introduit de puissantes contraintes internes qui, si elles ne sont pas gérées, peuvent entraîner une déformation, une fissuration et une défaillance prématurée.
La source du problème : la contrainte
Les effets négatifs de la trempe ne sont pas aléatoires ; ils sont les conséquences directes de deux événements physiques se produisant simultanément : le refroidissement rapide et la transformation de phase. Comprendre cela est essentiel pour atténuer les risques.
Les gradients thermiques
Lorsqu'une pièce chaude est immergée dans un milieu de trempe, sa surface refroidit presque instantanément tandis que son cœur reste chaud. Cette différence de température, ou gradient thermique, provoque la contraction de la surface en refroidissement qui tire contre l'intérieur chaud et dilaté.
Le changement de volume de la martensite
Pour les aciers, la trempe est conçue pour forcer la transformation de la phase austénitique à haute température en martensite, une structure cristalline très dure et fragile. De manière critique, cette transformation implique une augmentation significative du volume.
Le résultat : une contrainte interne intense
Ces deux facteurs se combinent pour créer un état de guerre au sein du matériau. La surface refroidit, se contracte, puis se dilate soudainement en formant de la martensite. Pendant ce temps, le cœur refroidit plus lentement. Ce changement de volume non uniforme emprisonne de grandes quantités de contrainte résiduelle, qui est la cause profonde de presque tous les défauts liés à la trempe.
Les principaux inconvénients expliqués
La contrainte interne générée pendant la trempe se manifeste sous plusieurs problèmes distincts et destructeurs.
Déformation et gauchissement
Si les contraintes internes dépassent la limite élastique du matériau, elles déformeront physiquement la pièce. Le composant ne correspondra plus à ses dimensions prévues, un phénomène connu sous le nom de déformation ou de gauchissement. Les sections longues et minces sont particulièrement vulnérables.
Fissuration par trempe
C'est la défaillance la plus catastrophique. Si les contraintes internes dépassent la résistance à la traction ultime du matériau, la pièce va simplement se fissurer. Les fissures prennent souvent naissance aux coins vifs ou aux trous, qui agissent comme des concentrateurs de contraintes. Cela peut se produire pendant la trempe ou même des heures plus tard, lorsque les contraintes se stabilisent.
Fragilité extrême
La martensite confère une dureté et une résistance à l'usure exceptionnelles, mais elle est intrinsèquement fragile. Une pièce « telle que trempée » présente une très faible ténacité et peut se briser comme du verre sous l'effet d'un choc ou d'une charge d'impact. Pour cette raison, une pièce trempée est presque toujours utilisée après un traitement thermique ultérieur.
Durée de vie en fatigue réduite
Même si une pièce ne présente pas de fissures ou de déformations visibles, des niveaux élevés de contraintes de traction résiduelles en surface peuvent considérablement réduire sa durée de vie en fatigue. Ces contraintes agissent comme une précharge, rendant la pièce beaucoup plus susceptible de défaillir sous une charge cyclique.
Comprendre les compromis et l'atténuation
La trempe est un outil puissant, mais elle doit être utilisée avec une compréhension claire de ses compromis. L'objectif est d'obtenir la dureté souhaitée tout en minimisant les risques associés.
Dureté contre ténacité
C'est le compromis fondamental du traitement thermique. La trempe pousse le matériau loin du côté dureté du spectre au détriment direct de la ténacité. Une pièce plus dure est plus fragile.
Le rôle critique du trempant
La sévérité de la trempe est déterminée par le milieu de refroidissement. L'eau fournit une trempe très rapide et agressive, créant une forte contrainte. L'huile est plus lente et moins sévère. L'air est le plus doux. Choisir un trempant qui refroidit la pièce juste assez rapidement pour former de la martensite — et pas plus vite — est crucial pour minimiser la déformation et la fissuration.
La nécessité du revenu
Une pièce trempée doit être considérée comme un produit incomplet. Un processus de chauffage ultérieur appelé revenu est presque toujours nécessaire. Le revenu soulage les contraintes internes et restaure une quantité contrôlée de ténacité et de ductilité, rendant le matériau adapté à son usage prévu.
La géométrie est importante
Une bonne conception est une défense clé contre les défauts de trempe. Des rayons généreux, des épaisseurs de section uniformes et l'élimination des coins internes vifs réduisent considérablement les concentrations de contraintes et rendent une pièce beaucoup moins susceptible de se fissurer.
Faire le bon choix pour votre objectif
La décision de tremper — et la manière de tremper — dépend entièrement de l'application finale et des exigences de performance du composant.
- Si votre objectif principal est une dureté et une résistance à l'usure maximales : La trempe est nécessaire, mais elle doit être suivie d'un cycle de revenu pour éviter une défaillance fragile catastrophique.
- Si votre objectif principal est la ténacité et la résistance aux chocs : Une trempe moins sévère (par exemple, à l'huile) suivie d'un revenu à plus haute température est nécessaire, ou un traitement thermique alternatif comme la normalisation peut être plus approprié.
- Si votre objectif principal est la stabilité dimensionnelle : Envisagez d'utiliser un acier à durcissement à l'air qui peut être trempé lentement, ou sélectionnez un trempant moins agressif pour minimiser le choc thermique qui provoque la déformation.
En comprenant ces risques, vous pouvez transformer la trempe d'un passif potentiel en un outil de fabrication prévisible et puissant.

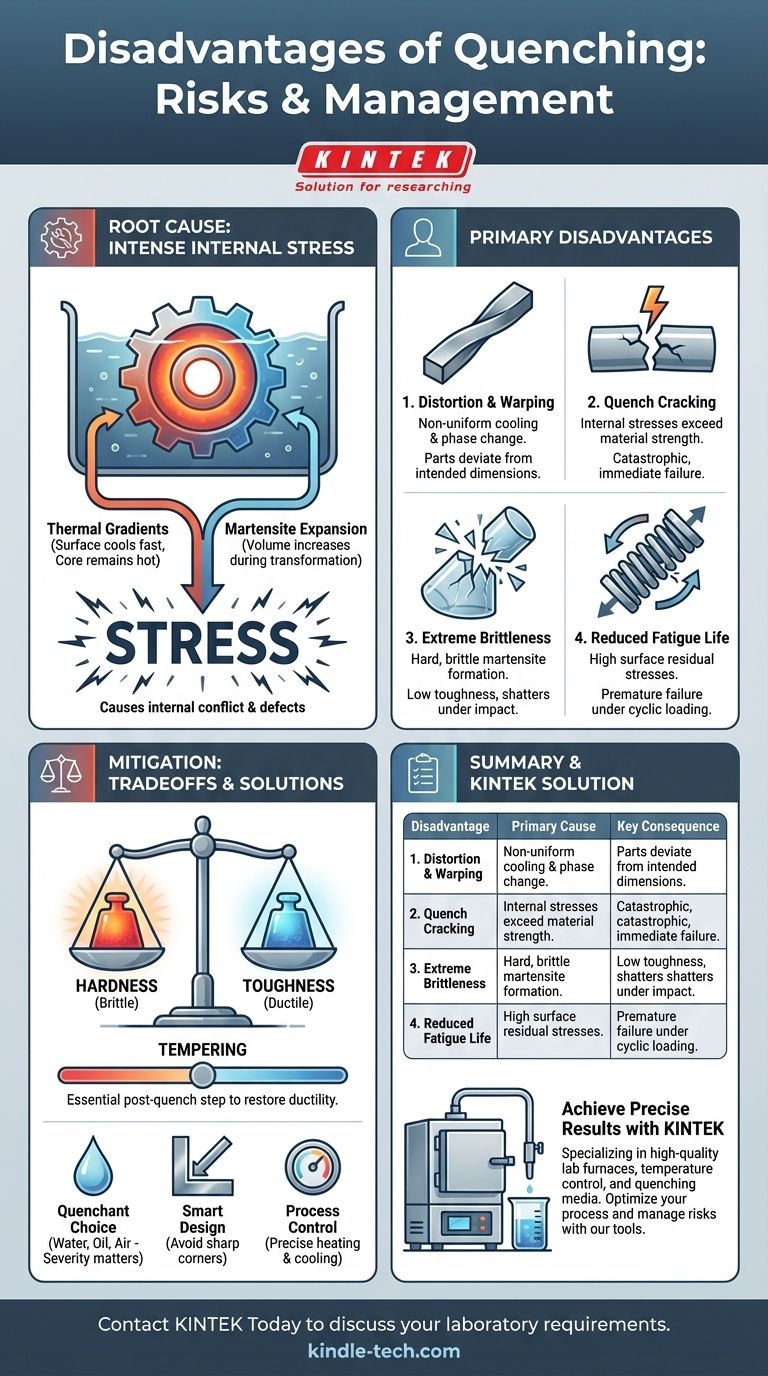
Tableau récapitulatif :
| Inconvénient | Cause principale | Conséquence clé |
|---|---|---|
| Déformation/Gauchissement | Refroidissement non uniforme et transformation de phase | Les pièces s'écartent des dimensions prévues |
| Fissuration par trempe | Les contraintes internes dépassent la résistance du matériau | Défaillance catastrophique et souvent immédiate de la pièce |
| Fragilité extrême | Formation de martensite dure et fragile | Faible ténacité et résistance aux chocs |
| Durée de vie en fatigue réduite | Contraintes de traction résiduelles élevées en surface | Défaillance prématurée sous charge cyclique |
Obtenez des résultats de traitement thermique précis et fiables avec KINTEK.
La trempe est un équilibre délicat entre l'obtention de la dureté et la gestion des risques de contrainte, de déformation et de fissuration. Les équipements et les consommables appropriés sont essentiels pour le contrôle et la répétabilité.
KINTEK se spécialise dans les fours de laboratoire de haute qualité, les systèmes de contrôle de la température et les milieux de trempe adaptés à votre matériau et à vos besoins d'application spécifiques. Nous vous aidons à atténuer les inconvénients de la trempe en fournissant les outils nécessaires à un traitement thermique précis.
Laissez nos experts vous aider à optimiser votre processus de traitement thermique. Contactez KINTEK dès aujourd'hui pour discuter des exigences de votre laboratoire en matière de fours, de trempants et de consommables.
Guide Visuel