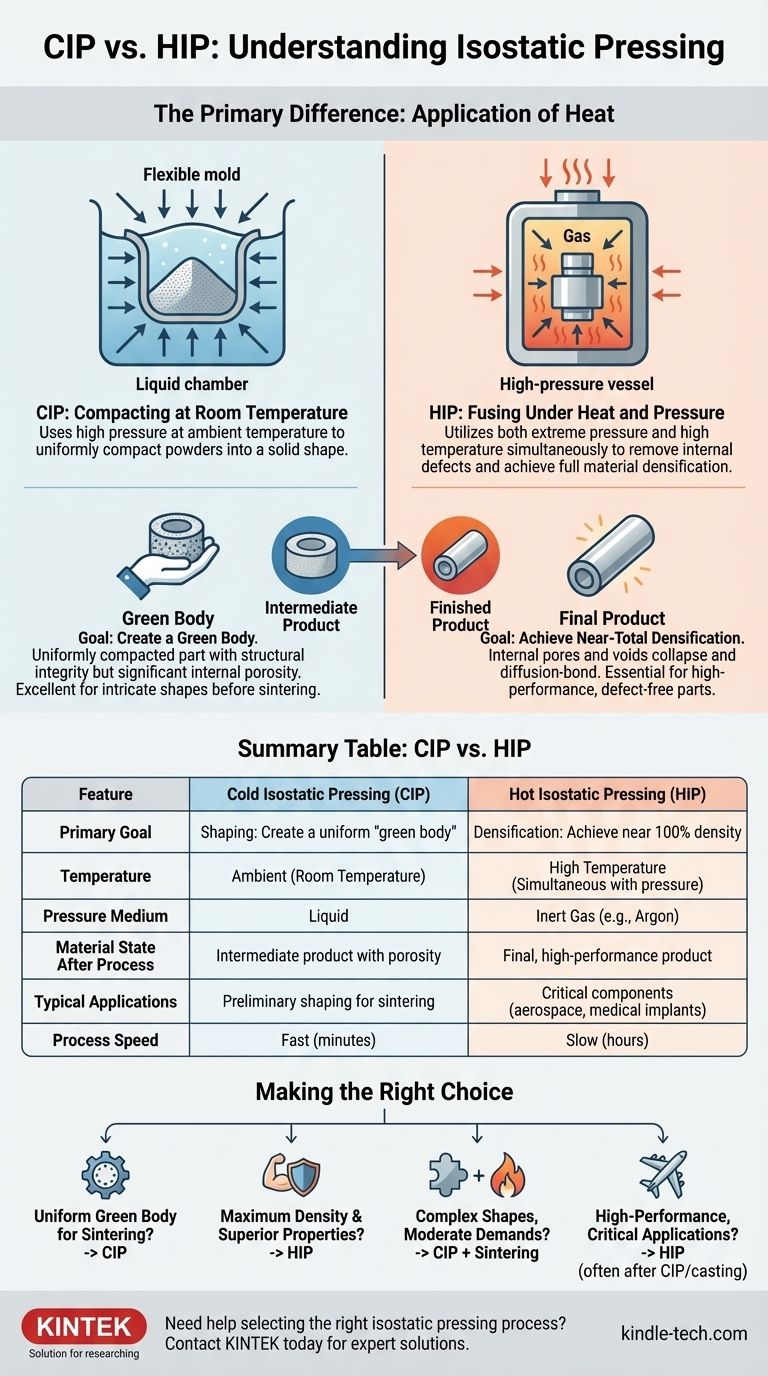
À la base, la principale différence entre le pressage isostatique à froid (CIP) et le pressage isostatique à chaud (HIP) réside dans l'application de chaleur. Le CIP utilise une haute pression à température ambiante pour compacter uniformément des poudres en une forme solide. En revanche, le HIP utilise simultanément une pression extrême et une température élevée pour éliminer les défauts internes et obtenir une densification complète du matériau.
Choisir entre le CIP et le HIP ne consiste pas à sélectionner un processus supérieur, mais à adapter le bon outil à la tâche. Le CIP est fondamentalement un processus de façonnage pour créer des formes initiales, tandis que le HIP est un traitement thermique pour obtenir une densification quasi-totale et des propriétés matérielles supérieures.

Les processus fondamentaux : Façonnage vs. Densification
Pour comprendre quand utiliser chaque processus, vous devez les considérer comme des outils distincts pour différentes étapes de fabrication. L'un est pour le formage initial, l'autre pour le perfectionnement final.
Pressage Isostatique à Froid (CIP) : Compactage à Température Ambiante
Le CIP consiste à placer de la poudre de matériau dans un moule flexible et à l'immerger dans une chambre liquide. Ce liquide est ensuite mis sous pression, exerçant une pression uniforme de toutes les directions sur le moule.
L'objectif principal du CIP est de créer un "corps vert". Il s'agit d'une pièce uniformément compactée avec une intégrité structurelle suffisante pour être manipulée mais contenant encore une porosité interne significative.
Parce qu'il compacte la poudre uniformément, le CIP est une excellente étape préliminaire pour produire des formes complexes ou complexes qui subiront un traitement ultérieur, tel que le frittage ou le HIP.
Pressage Isostatique à Chaud (HIP) : Fusion sous Chaleur et Pression
Le HIP place un composant à l'intérieur d'un récipient à haute pression qui est ensuite rempli d'un gaz inerte, généralement de l'argon. Le récipient est chauffé à très haute température pendant que le gaz est mis sous pression.
La combinaison de la chaleur et de la pression isostatique rend le matériau plastique. Cela permet aux pores et aux vides internes du matériau de s'effondrer et de se lier par diffusion.
Le but du HIP n'est pas de créer la forme initiale, mais de réparer les défauts internes des pièces moulées ou de consolider les poudres en un produit final entièrement dense et performant.
Comparaison des résultats : Corps vert vs. Produit final
L'état du matériau après chaque processus révèle leurs rôles distincts. Une pièce sortant d'un cycle CIP est un produit intermédiaire, tandis qu'une pièce sortant d'un cycle HIP est souvent un produit fini.
Propriétés obtenues avec le CIP
Le CIP produit un composant avec une densité très uniforme. Cette uniformité est essentielle car elle empêche le gauchissement et la distorsion lors des processus ultérieurs à haute température comme le frittage.
Cependant, les propriétés mécaniques d'une pièce traitée par CIP sont modestes. Elle est solide mais n'a pas encore atteint la résistance ou la ténacité requises pour les applications exigeantes.
Propriétés obtenues avec le HIP
Le HIP donne un matériau dont la densité est proche de 100 % de sa densité théorique maximale. Cette élimination de la porosité améliore considérablement ses propriétés mécaniques.
Les matériaux ayant subi un HIP présentent une résistance, une ductilité, une durée de vie en fatigue et une ténacité à la rupture supérieures. Cela rend le processus essentiel pour les composants où la défaillance n'est pas une option.
Comprendre les compromis : Temps et complexité
Bien que le HIP offre des propriétés finales supérieures, ces avantages s'accompagnent de compromis significatifs en termes de temps de traitement et de complexité.
Vitesse de processus et débit
Le CIP est un processus relativement rapide, avec des temps de cycle souvent mesurés en minutes. Cela le rend adapté au façonnage préliminaire à volume plus élevé.
Le HIP est significativement plus lent, nécessitant des heures pour un cycle complet. Cela est dû au temps nécessaire pour chauffer le récipient, appliquer la pression, maintenir la température et refroidir en toute sécurité.
Applications et géométries appropriées
Le CIP est idéal pour créer la forme initiale de pièces simples ou complexes nécessitant une densité uniforme avant le frittage final. C'est une méthode de façonnage rentable.
Le HIP est utilisé pour la densification finale de composants critiques, souvent avec des géométries complexes, tels que les aubes de turbine aérospatiales, les implants médicaux et les outils industriels soumis à de fortes contraintes.
Faire le bon choix pour votre objectif
Votre choix entre le CIP et le HIP — ou la décision de les utiliser en séquence — dépend entièrement des exigences de performance et de l'application de votre matériau.
- Si votre objectif principal est de créer un corps vert uniforme pour un frittage ultérieur : Le CIP est le choix correct et le plus rentable.
- Si votre objectif principal est d'atteindre une densité maximale et des propriétés mécaniques supérieures dans un composant final : Le HIP est le processus essentiel.
- Si votre objectif principal est de produire des formes complexes sans exigences de performance critiques : Une séquence de CIP suivie d'un frittage conventionnel est souvent suffisante.
- Si votre objectif principal est de fabriquer des pièces haute performance, sans défauts, pour des applications critiques : Vous vous appuierez presque certainement sur le HIP, en traitant souvent une pièce préalablement formée par CIP, moulage ou fabrication additive.
En fin de compte, comprendre ces processus comme des outils complémentaires — l'un pour le façonnage, l'autre pour le perfectionnement — est la clé de la fabrication de matériaux avancés.
Tableau récapitulatif :
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Objectif principal | Façonnage : Créer un "corps vert" uniforme | Densification : Atteindre une densité proche de 100 % |
| Température | Ambiante (Température ambiante) | Haute température (Simultanément avec la pression) |
| Milieu de pression | Liquide | Gaz inerte (par exemple, Argon) |
| État du matériau après le processus | Produit intermédiaire avec porosité | Produit final haute performance |
| Applications typiques | Façonnage préliminaire pour le frittage | Composants critiques (aérospatiale, implants médicaux) |
| Vitesse du processus | Rapide (minutes) | Lent (heures) |
Besoin d'aide pour choisir le bon processus de pressage isostatique pour les matériaux de votre laboratoire ?
Chez KINTEK, nous sommes spécialisés dans les équipements et consommables de laboratoire, fournissant des solutions expertes pour tous vos besoins en traitement des matériaux. Que vous façonnions un nouveau matériau avec le CIP ou que vous visiez une densification maximale avec le HIP, notre équipe peut vous aider à choisir le bon outil pour obtenir des résultats supérieurs et améliorer l'efficacité de votre laboratoire.
Contactez-nous dès aujourd'hui pour discuter de votre application spécifique et découvrir comment KINTEK peut soutenir vos objectifs de fabrication de matériaux avancés.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Quel est le processus du pressage isostatique ? Obtenir une densité uniforme et des formes complexes
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression

















