En son cœur, la principale différence est la température. Le Pressage Isostatique à Froid (CIP) utilise une pression fluide extrême et uniforme à température ambiante pour compacter les poudres en une forme solide préliminaire appelée "compact vert". En revanche, le Pressage Isostatique à Chaud (HIP) utilise à la fois une température élevée et une pression de gaz élevée pour éliminer la porosité interne et densifier entièrement une pièce, améliorant considérablement sa résistance et sa durabilité.
La distinction cruciale réside dans leur rôle dans la fabrication. Le CIP est un processus de formage utilisé pour créer une forme initiale à partir de poudre, tandis que le HIP est un processus de densification utilisé pour perfectionner les propriétés matérielles finales d'un composant.

Le Principe Fondamental : La Pression Isostatique
Ce que signifie "Isostatique"
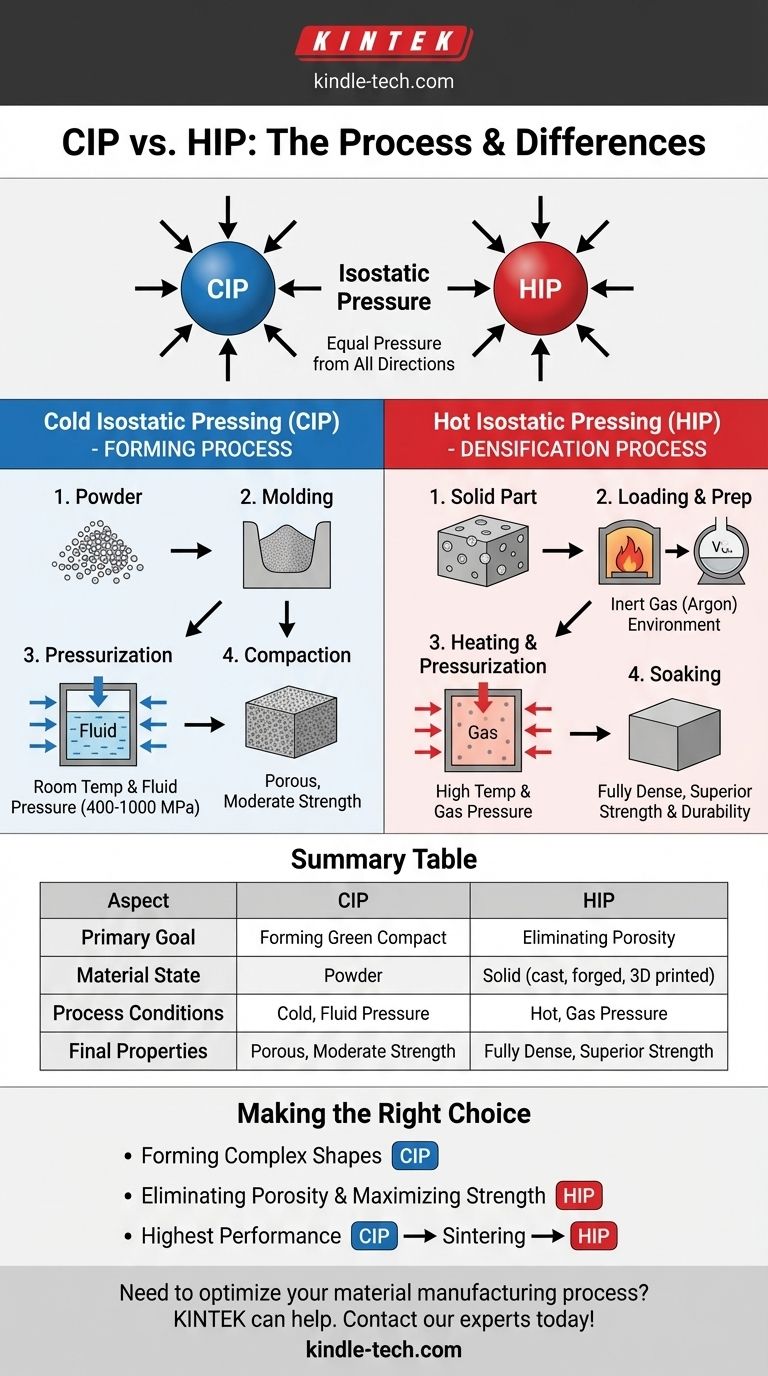
Les deux processus sont basés sur le principe de la pression isostatique. Cela signifie simplement appliquer une pression uniformément dans toutes les directions simultanément.
Imaginez un objet immergé profondément dans l'océan. L'eau exerce une pression égale sur chaque point de sa surface. C'est le même principe utilisé dans le CIP et le HIP pour assurer un compactage et une densification uniformes sans déformer la forme de la pièce.
Détail du Pressage Isostatique à Froid (CIP)
L'Objectif : Former un "Compact Vert"
Le but du CIP est de prendre une poudre lâche et de la compacter en un objet solide et manipulable. Cette pièce résultante est connue sous le nom de compact vert — elle a une forme et une certaine résistance mais est encore poreuse et nécessite un processus de chauffage ultérieur (frittage) pour devenir un produit fini.
Le Processus Étape par Étape
- Moulage : Un matériau en poudre, souvent du métal ou de la céramique, est placé à l'intérieur d'un moule flexible et scellé en caoutchouc ou en uréthane.
- Mise sous Pression : Cet ensemble de moules est immergé dans un fluide, généralement de l'eau, à l'intérieur d'une chambre haute pression.
- Compactage : Une pression hydraulique extrême (de 400 à 1 000 MPa) est appliquée au fluide, qui à son tour comprime le moule uniformément de tous les côtés, compactant la poudre à l'intérieur.
- Éjection : La pression est relâchée, et le compact vert maintenant solide est retiré du moule, prêt pour la prochaine étape de fabrication comme le frittage.
Détail du Pressage Isostatique à Chaud (HIP)
L'Objectif : Atteindre une Densité Complète
Le but du HIP est de prendre une pièce déjà solide et d'éliminer tous les vides internes ou la porosité. Ce processus répare les défauts internes dans les pièces moulées, renforce les pièces métalliques imprimées en 3D, ou densifie entièrement les pièces précédemment formées par CIP et frittage.
Le Processus Étape par Étape
- Chargement : Un ou plusieurs composants sont chargés dans un four, qui est ensuite scellé à l'intérieur d'un récipient haute pression.
- Préparation : Des cycles de purge et de vide éliminent l'air, l'humidité et d'autres contaminants du récipient pour assurer un environnement pur.
- Chauffage et Mise sous Pression : Le récipient est rempli d'un gaz inerte de haute pureté, généralement de l'Argon, et la température et la pression sont augmentées simultanément.
- Maintien : La pièce est maintenue à une température et une pression élevées spécifiques pendant une période prolongée, souvent de 8 à 12 heures. La combinaison de la chaleur (ramollissant le matériau) et de la pression isostatique fait s'effondrer tous les pores internes.
- Refroidissement : Le récipient est refroidi, parfois rapidement dans un processus qui agit comme une trempe. Le gaz est libéré, souvent pour être nettoyé et recyclé, et les pièces entièrement densifiées sont retirées.
Comprendre les Différences Clés
Objectif : Formage vs. Densification
C'est la distinction la plus critique. Le CIP crée la forme. Le HIP perfectionne le matériau. Une pièce peut subir un CIP pour être formée, puis, après frittage, subir un HIP pour atteindre ses performances potentielles maximales.
État du Matériau : Poudre vs. Solide
Le CIP commence presque exclusivement avec de la poudre comme matière première. Le HIP, en revanche, est utilisé sur des pièces solides qui peuvent avoir été moulées, forgées, imprimées en 3D ou créées par métallurgie des poudres.
Conditions du Processus : Fluide Froid vs. Gaz Chaud
Le CIP est un processus à froid utilisant un milieu liquide (eau) pour transmettre la pression. Le HIP est un processus thermique à haute température qui utilise un gaz inerte (Argon) pour appliquer la pression.
Propriétés Finales
Le CIP produit un compact vert qui est poreux et n'a qu'une résistance modérée. C'est une étape intermédiaire. Le HIP produit un composant final entièrement dense, exempt de défauts internes, et possédant des propriétés mécaniques supérieures comme la résistance et la durabilité.
Faire le Bon Choix pour Votre Objectif
- Si votre objectif principal est de créer une forme initiale complexe à partir de poudre : Le CIP est l'étape de formage correcte pour produire un compact vert avant le frittage.
- Si votre objectif principal est d'éliminer la porosité et de maximiser la résistance d'un composant critique : Le HIP est l'étape de densification finale ou quasi-finale essentielle.
- Si votre objectif principal est d'atteindre les performances les plus élevées possibles à partir d'un matériau en poudre : Vous utiliserez souvent les deux processus séquentiellement — CIP pour former, suivi du frittage puis du HIP pour atteindre une densité complète.
En fin de compte, le choix du bon processus dépend entièrement de l'étape du parcours de fabrication de votre matériau.
Tableau Récapitulatif :
| Aspect | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Objectif Principal | Former un "compact vert" à partir de poudre | Éliminer la porosité dans les pièces solides |
| État du Matériau | Poudre | Solide (moulé, forgé, imprimé en 3D) |
| Conditions du Processus | Température ambiante, pression fluide (400-1000 MPa) | Haute température, pression de gaz inerte (Argon) |
| Propriétés Finales | Poreux, résistance modérée (nécessite un frittage) | Entièrement dense, résistance et durabilité supérieures |
Besoin d'optimiser votre processus de fabrication de matériaux ? Que vous formiez des formes complexes à partir de poudre avec le CIP ou que vous atteigniez une densité et une résistance maximales avec le HIP, l'expertise de KINTEK en équipement de laboratoire et consommables peut vous aider à sélectionner la bonne technologie pour les besoins spécifiques de votre laboratoire. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer les performances de vos matériaux et l'efficacité de votre production !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts
- Quels avantages une presse isostatique à chaud offre-t-elle par rapport à une presse uniaxiale traditionnelle pour les feuilles d'électrolyte Li6PS5Cl ?
- Quel est le principe du pressage isostatique à chaud ? Atteindre 100 % de densité et des performances supérieures
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression

















