À la base, le pressage isostatique à froid (PIC) est un processus de fabrication qui compacte des poudres en une masse solide. Il fonctionne en plaçant la poudre à l'intérieur d'un moule flexible scellé, en la submergeant dans une chambre de pression remplie de fluide, et en lui appliquant une pression extrêmement élevée et uniforme de toutes les directions à température ambiante. Cette force hydrostatique provoque la liaison des particules de poudre entre elles, formant un composant dense et solide connu sous le nom de "corps vert".
L'objectif fondamental du pressage isostatique à froid n'est pas seulement le compactage, mais l'obtention d'une densité exceptionnellement uniforme dans tout un composant. Cette uniformité, résultat direct de l'application d'une pression égale dans toutes les directions, élimine de nombreux défauts internes et contraintes courants dans d'autres méthodes de pressage.

Le processus PIC : une ventilation étape par étape
Pour comprendre la valeur du PIC, il est essentiel de visualiser ses différentes étapes. Chaque étape est délibérément conçue pour garantir que le compact vert final possède une intégrité matérielle supérieure.
Étape 1 : Encapsulation dans un moule flexible
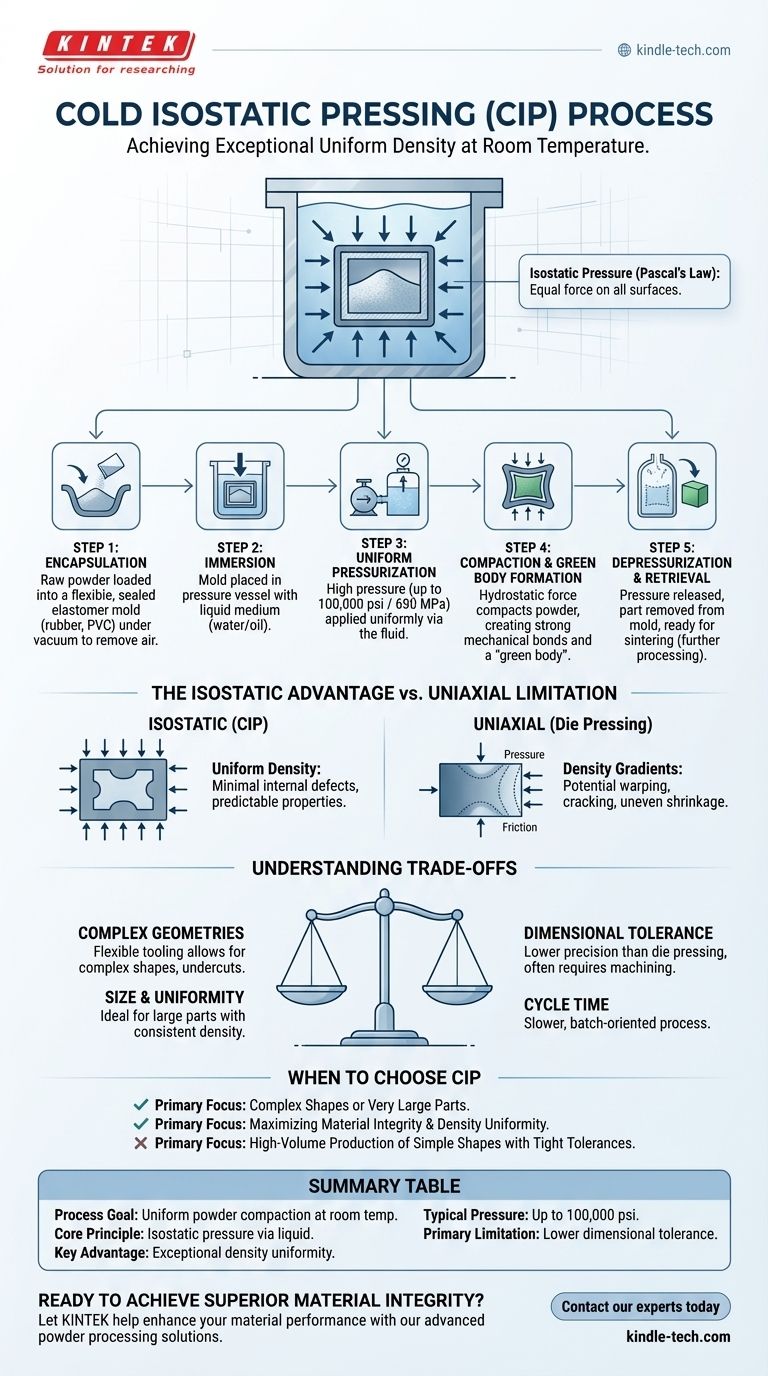
Le processus commence par le chargement de la matière première en poudre dans un moule. Contrairement aux matrices en acier rigides du pressage conventionnel, le PIC utilise un moule élastomère flexible et étanche, généralement en caoutchouc, en uréthane ou en PVC. Le moule est ensuite scellé, souvent sous vide, pour éliminer toute bulle d'air piégée qui pourrait compromettre la densité.
Étape 2 : Immersion dans le récipient sous pression
Le moule scellé est placé à l'intérieur d'un récipient sous pression robuste. Cette chambre est ensuite remplie d'un milieu liquide, qui agit comme agent transmetteur de pression. Ce fluide est généralement de l'eau mélangée à un inhibiteur de corrosion ou à une huile spécialisée.
Étape 3 : Pressurisation uniforme
Une pompe externe haute pression pressurise le liquide à l'intérieur du récipient. Cette pression, qui peut atteindre jusqu'à 100 000 psi (environ 690 MPa), est appliquée au moule scellé. Parce que la pression est transmise à travers un fluide, elle agit uniformément — ou isostatiquement — sur chaque surface du moule.
Étape 4 : Compactage et formation du corps vert
L'immense pression hydrostatique est transmise à travers la paroi flexible du moule à la poudre qu'il contient. Cette force pousse les particules de poudre les unes contre les autres, éliminant les vides et créant de solides liaisons mécaniques entre elles. Le composant solide et autoportant résultant est appelé un corps vert, indiquant qu'il a une résistance à la manipulation mais n'a pas encore subi son traitement thermique final (frittage).
Étape 5 : Dépressurisation et récupération
Après un temps de maintien prédéterminé, la pression est soigneusement relâchée du récipient. Le liquide est drainé et la pièce compactée est retirée de la chambre. Le moule en élastomère, qui reprend sa forme originale, est retiré du corps vert et peut généralement être réutilisé.
Le principe : Pression isostatique vs. uniaxiale
La caractéristique déterminante du PIC est son utilisation d'une pression uniforme. Cela contraste fortement avec les méthodes plus conventionnelles et est la source de ses principaux avantages.
La limitation du pressage uniaxial
Dans le pressage matriciel traditionnel, la pression est appliquée d'une ou deux directions (uniaxialement ou biaxialement). Cela crée un frottement entre la poudre et les parois rigides de la matrice, entraînant d'importants gradients de densité. Les zones les plus éloignées du poinçon sont moins denses, ce qui peut provoquer des déformations, des fissures ou un retrait inégal lors du frittage ultérieur.
L'avantage isostatique
Le PIC exploite la loi de Pascal, qui stipule que la pression exercée sur un fluide confiné est transmise sans diminution à chaque partie du fluide et aux parois du récipient. En utilisant un liquide pour appliquer la pression, chaque partie du compact de poudre subit exactement la même force, éliminant les variations de densité causées par le frottement des parois de la matrice.
Le résultat : un compact vert homogène
Le résultat est un corps vert avec une densité très uniforme dans toute sa structure, quelle que soit sa complexité ou sa taille. Cette homogénéité est essentielle pour produire des composants haute performance qui nécessitent des propriétés matérielles prévisibles et cohérentes après le traitement final.
Comprendre les compromis
Bien que puissant, le PIC n'est pas une solution universelle. Une compréhension claire de ses avantages et de ses limites est cruciale pour une application appropriée.
Avantage : Géométries complexes
Parce que l'outillage est flexible, le PIC peut produire des pièces avec des formes complexes, des contre-dépouilles et des sections creuses qu'il est impossible de créer avec des matrices rigides.
Avantage : Taille et uniformité
Le PIC excelle dans la production de très grandes pièces avec une densité uniforme, car il n'est pas limité par les contraintes mécaniques d'une presse traditionnelle.
Limitation : Tolérance dimensionnelle
L'utilisation d'un moule flexible signifie que le PIC n'offre pas la même précision dimensionnelle serrée que le pressage matriciel. Les pièces vertes nécessitent souvent une étape d'usinage avant le frittage pour répondre aux spécifications de tolérance finales.
Limitation : Temps de cycle
Le processus de chargement, de scellement, de pressurisation et de dépressurisation fait du PIC un processus plus lent et par lots par rapport à la nature rapide et automatisée du pressage matriciel. Cela le rend moins adapté à la production en grand volume de composants simples.
Quand choisir le pressage isostatique à froid
Votre choix d'utiliser le PIC doit être dicté par les exigences finales de votre composant, en pesant le besoin de qualité des matériaux par rapport au volume de production et au coût.
- Si votre objectif principal est de produire des formes complexes ou de très grandes pièces : Le PIC est un excellent choix, car son outillage flexible est plus adaptable et plus rentable que la création de matrices dures complexes.
- Si votre objectif principal est de maximiser l'intégrité du matériau et l'uniformité de la densité : Le PIC est supérieur aux méthodes uniaxiales, car il minimise les défauts internes et assure un retrait constant pendant le frittage.
- Si votre objectif principal est la production en grand volume de formes simples avec des tolérances serrées : Le pressage matriciel traditionnel est souvent une solution plus efficace et économique.
En fin de compte, le choix du pressage isostatique à froid est une décision stratégique visant à privilégier les propriétés matérielles uniformes et la complexité géométrique par rapport à la vitesse de production brute.
Tableau récapitulatif :
| Aspect clé | Détails |
|---|---|
| Objectif du processus | Compactage uniforme de la poudre en un "corps vert" à température ambiante. |
| Principe fondamental | Isostatique (pression égale de toutes les directions) via un milieu liquide. |
| Avantage clé | Uniformité de densité exceptionnelle, même dans des formes grandes ou complexes. |
| Pression typique | Jusqu'à 100 000 psi (environ 690 MPa). |
| Limitation principale | Tolérance dimensionnelle inférieure par rapport au pressage matriciel. |
Prêt à atteindre une intégrité matérielle supérieure dans vos composants ?
Le pressage isostatique à froid est la solution idéale pour créer des pièces complexes ou grandes avec une densité uniforme et des défauts internes minimaux. Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables de haute qualité, y compris des solutions pour le traitement avancé des poudres comme le PIC. Notre expertise aide les laboratoires et les fabricants à surmonter les limites des méthodes de pressage traditionnelles.
Laissez KINTEK vous aider à améliorer les performances de vos matériaux. Contactez nos experts dès aujourd'hui pour discuter de la façon dont nos solutions peuvent répondre à vos besoins spécifiques en laboratoire.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Les gens demandent aussi
- Quels avantages une presse isostatique à froid (CIP) offre-t-elle pour les batteries à état solide ? Densité et uniformité supérieures
- Comment l'équipement de pressage isostatique est-il utilisé pour intégrer les anodes en lithium métal lors de l'assemblage des batteries à l'état solide ?
- Quel rôle joue le pressage isostatique à froid dans la formation des barreaux d'alimentation pour la croissance monocristalline ? Assurer la stabilité.
- Quelle est la signification du pressage isostatique ? Obtenir une densité uniforme dans les pièces complexes
- Comment l'équipement de pressage isostatique améliore-t-il le contact de l'anode en métal lithium ? Optimisez l'assemblage de votre batterie à état solide












