
Vous sortez un lot de composants fraîchement brasés du four. Ils ont l'air parfaits. Mais lors du contrôle qualité, le joint casse sous une fraction de la charge attendue. Ou peut-être constatez-vous le problème immédiatement : les pièces délicates se sont déformées, tordues ou affaissées, rendant inutiles des heures de travail et des matériaux coûteux. C'est un scénario frustrant et courant qui laisse les ingénieurs et les techniciens se demander : "Nous avons suivi la fiche technique, qu'est-ce qui a mal tourné ?"
Le cycle sans fin d'essais et d'erreurs
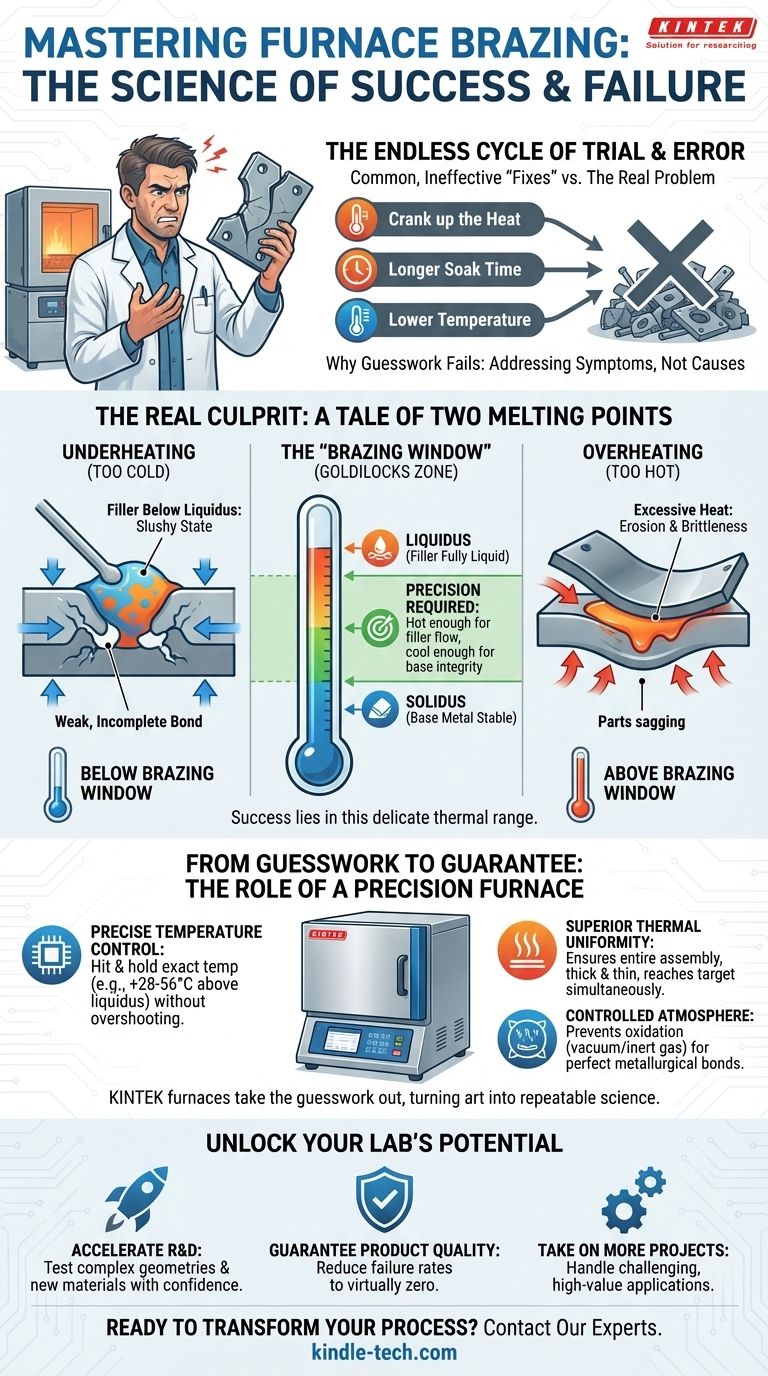
Si cela vous semble familier, vous n'êtes pas seul. Dans d'innombrables laboratoires et ateliers de production, les équipes sont prises dans une boucle où elles essaient de résoudre des résultats de brasage incohérents. La réponse typique est de commencer à ajuster le processus :
- "Le métal d'apport n'a pas coulé complètement. Augmentons la chaleur de 50 degrés."
- "Les pièces se sont déformées la dernière fois. Baissons la température pour être sûr."
- "Peut-être qu'il nous faut juste un temps de trempage plus long."
Chaque ajustement est un coup dans le vide, et les résultats sont souvent tout aussi imprévisibles. Ce n'est pas seulement un casse-tête technique ; c'est un problème commercial important. Chaque lot échoué signifie des composants de grande valeur mis au rebut, retardant les calendriers de projet de semaines, voire de mois. Cela érode la confiance dans votre processus de fabrication et peut finalement conduire à des produits peu fiables et à une réputation endommagée.
La vérité est que ces "réparations" courantes sont vouées à l'échec car elles ne s'attaquent qu'aux symptômes. Le vrai problème réside dans une incompréhension fondamentale de ce qui se passe à l'intérieur du four.
Le véritable coupable : une histoire de deux points de fusion
Le succès du brasage au four ne consiste pas à atteindre une température unique et magique. Il s'agit de naviguer avec précision dans une zone thermique "sûre" étroite, déterminée par les matériaux eux-mêmes. Pour comprendre cela, nous devons examiner deux températures critiques, pas seulement une.
Bienvenue dans la "fenêtre de brasage"
Chaque alliage métallique a une plage de fusion unique, définie par deux points :
- Solidus : La température à laquelle le métal commence à fondre. Pensez-y comme le point où la glace se transforme en un mélange pâteux.
- Liquidus : La température à laquelle le métal devient complètement liquide. C'est le point où la pâte se transforme en eau pure.
Pour un joint solide, votre métal d'apport doit devenir complètement liquide afin qu'il puisse couler comme de l'eau et être aspiré dans le joint par capillarité. Cela signifie que la température de votre four doit être au-dessus du point liquidus du métal d'apport.
Dans le même temps, vos pièces de base doivent rester solides et stables. Cela signifie que la température du four doit rester en dessous du point solidus du matériau de base.
Cette plage délicate – assez chaude pour faire fondre complètement le métal d'apport, mais assez fraîche pour protéger les pièces – est la "fenêtre de brasage". C'est la zone idéale du brasage : ni trop chaud, ni trop froid.
Pourquoi "un peu plus chaud" est une recette pour le désastre
Les "réparations" courantes échouent car elles ne respectent pas cette fenêtre.
- Chauffage trop bas (sous-chauffage) : Si vous n'atteignez pas le liquidus du métal d'apport, il reste dans un état épais et "pâteux". Il ne peut pas couler correctement, ce qui entraîne des vides, des joints incomplets et une liaison fondamentalement faible et peu fiable.
- Chauffage trop élevé (sur-chauffage) : Même si vous êtes en dessous du point de fusion du métal de base, une chaleur excessive est dangereuse. Elle peut provoquer la "dissolution" ou l'érosion du métal de base par le métal d'apport liquide, créant des composés fragiles qui réduisent considérablement la résistance du joint. Au pire, cela provoque l'affaissement et la déformation des pièces, entraînant une défaillance catastrophique.
Le problème fondamental est un manque de contrôle. Pour fonctionner de manière cohérente dans la fenêtre de brasage étroite, vous ne pouvez pas vous fier aux conjectures. Vous avez besoin d'un outil conçu pour la précision.
De la conjecture à la garantie : le rôle d'un four de précision
Pour rester dans la fenêtre de brasage critique et obtenir des joints parfaits à chaque fois, vous avez besoin d'un système capable de gérer la chaleur avec une précision absolue. C'est là qu'un four de laboratoire spécialement conçu passe d'un simple équipement à une partie essentielle de votre contrôle qualité.
Les fours de laboratoire KINTEK ne sont pas de simples "fours". Ce sont des systèmes sophistiqués de gestion thermique, conçus sur la base d'une compréhension approfondie de ces principes de science des matériaux. Ils sont conçus pour être l'outil idéal pour ce défi précis.
Comment le bon outil résout le problème fondamental
Un four haute performance s'attaque directement aux causes profondes de l'échec du brasage :
- Contrôle précis de la température : Il vous permet de programmer, d'atteindre et de maintenir la température exacte requise – généralement 28-56°C (50-100°F) au-dessus du liquidus du métal d'apport – sans risque de dépassement. Cela élimine la principale cause de surchauffe.
- Uniformité thermique supérieure : Des éléments chauffants et une isolation avancés garantissent que l'ensemble, y compris les sections épaisses et fines, atteint la température cible en même temps. Cela empêche une partie du joint d'être "pâteuse" pendant qu'une autre est complètement liquide, garantissant un remplissage complet et uniforme.
- Atmosphère contrôlée : À haute température, l'oxygène est l'ennemi. Il crée des oxydes sur la surface du métal qui empêchent le métal d'apport de se lier. Les fours KINTEK fournissent des atmosphères contrôlées (comme le vide ou un gaz inerte) pour protéger les pièces, garantissant que les surfaces sont parfaitement propres pour une liaison métallurgique solide.
En bref, un four de précision élimine les conjectures. Il fournit le contrôle nécessaire pour naviguer dans la fenêtre de brasage en toute confiance, transformant un art peu fiable en une science reproductible.
Au-delà du dépannage : ce que le brasage parfait débloque pour votre laboratoire
Lorsque vous n'avez plus à lutter contre des résultats incohérents, vous pouvez réorienter votre énergie de la résolution de problèmes à la création de valeur. Maîtriser votre processus de brasage avec le bon équipement ouvre de nouvelles possibilités pour l'ensemble de votre opération.
Vous pouvez désormais accélérer la R&D en toute confiance, tester des géométries complexes et de nouvelles combinaisons de matériaux sans que votre équipement ne soit le facteur limitant. Vous pouvez garantir la qualité des produits, réduisant les taux d'échec d'un pourcentage coûteux à pratiquement zéro. Cela vous permet d'entreprendre des projets plus difficiles et plus lucratifs, tels que des dispositifs médicaux complexes ou des composants aérospatiaux haute performance, qui étaient auparavant trop risqués. En fin de compte, vous arrêtez de perdre du temps sur des reprises et commencez à augmenter le débit de pièces fiables et de haute qualité.
Vos défis sont uniques, des matériaux et des géométries aux exigences de performance. Surmonter les échecs récurrents nécessite une solution adaptée à votre application spécifique. Si vous êtes prêt à transformer votre processus de brasage d'une source de frustration en un avantage concurrentiel, notre équipe est là pour vous aider. Discutons de la manière dont un contrôle thermique précis peut résoudre vos défis d'assemblage les plus exigeants. Contactez nos experts.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de graphitation sous vide à ultra-haute température au graphite
- Four de Frittage de Porcelaine Dentaire sous Vide
- Four de graphitisation sous vide vertical à haute température
- Four à moufle haute température pour déliantage et pré-frittage en laboratoire
Articles associés
- L'Architecture du Silence : Maîtrise par le Contrôle Environnemental Total
- Caractéristiques techniques et connaissances générales sur les fours de traitement thermique sous vide
- L'art du vide : pourquoi l'absence crée les liens les plus forts
- Évaluation des avantages et des inconvénients des fours de traitement thermique sous vide externe
- Four de traitement thermique sous vide : principes de fonctionnement et caractéristiques



















