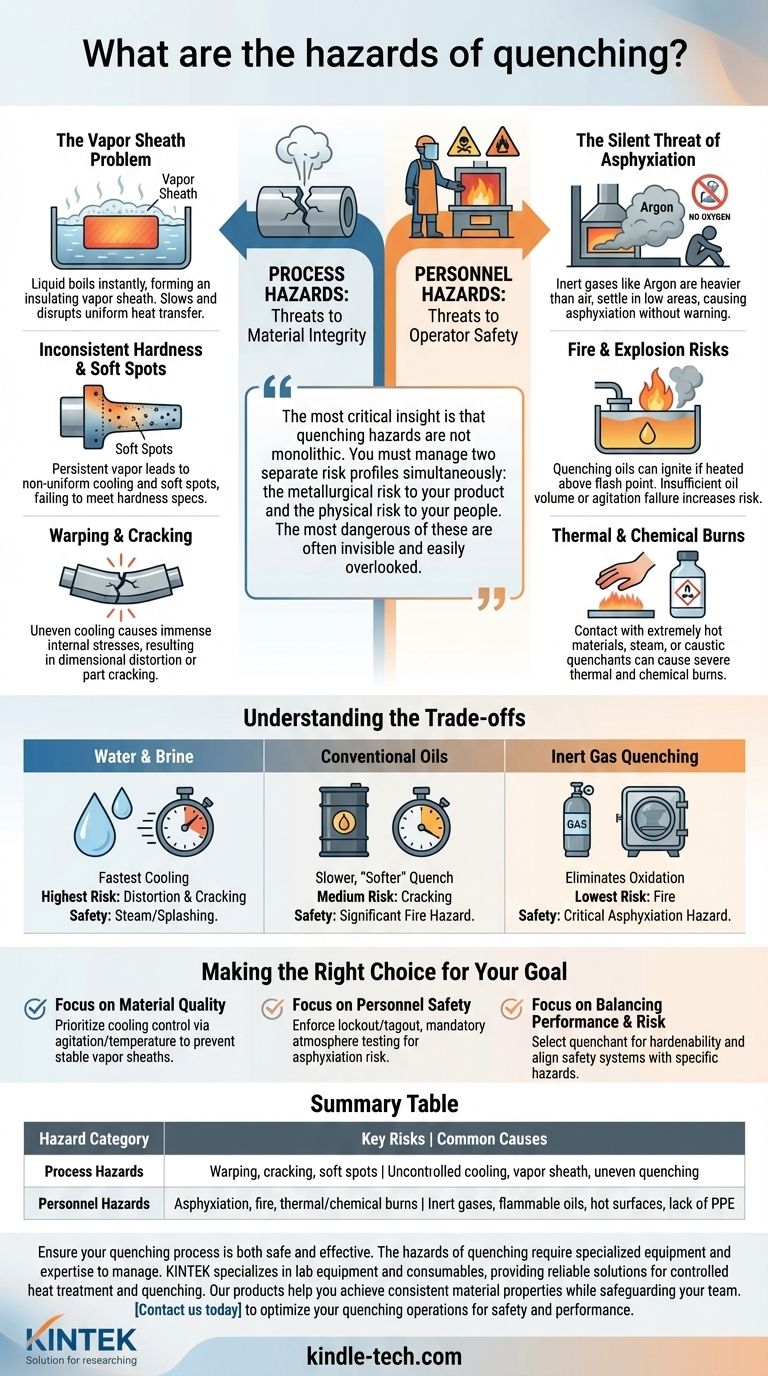
Fondamentalement, les dangers du trempage se répartissent en deux catégories distinctes : les dangers liés au processus qui compromettent l'intégrité du matériau traité, et les dangers pour le personnel qui représentent une menace directe pour la sécurité de l'opérateur. Les défaillances du processus découlent souvent d'un refroidissement incontrôlé, entraînant une déformation ou une fissuration, tandis que les risques pour la sécurité comprennent l'asphyxie grave due aux gaz inertes et les incendies dus aux liquides de trempe inflammables.
L'idée la plus critique est que les dangers du trempage ne sont pas monolithiques. Vous devez gérer simultanément deux profils de risque distincts : le risque métallurgique pour votre produit et le risque physique pour votre personnel. Les plus dangereux d'entre eux sont souvent invisibles et facilement négligés.

Dangers liés au processus : Menaces pour l'intégrité du matériau
L'objectif du trempage est de « verrouiller » une structure métallurgique souhaitée en refroidissant une pièce à une vitesse spécifique. Toute déviation par rapport à ce refroidissement contrôlé introduit un danger de processus, qui peut ruiner la pièce et gaspiller du temps et des ressources considérables.
Le problème de la gaine de vapeur
Lorsqu'une pièce chaude est immergée dans un liquide de trempe, le liquide à la surface bout instantanément. Cela peut former une couverture de vapeur stable, connue sous le nom de gaine de vapeur ou effet Leidenfrost.
Cette gaine agit comme un isolant, ralentissant considérablement le taux de transfert de chaleur. Si cette barrière de vapeur est trop stable ou ne s'effondre pas uniformément sur la surface de la pièce, le refroidissement devient inefficace et dangereusement inégal.
Dureté incohérente et points mous
La principale conséquence d'une gaine de vapeur persistante est un refroidissement non uniforme. Les zones où la couverture de vapeur persiste refroidiront beaucoup plus lentement que les zones où elle s'est effondrée.
Ce refroidissement différentiel empêche la formation d'une structure durcie cohérente, ce qui entraîne des points mous qui ne respectent pas les spécifications de dureté.
Déformation et fissuration
Un refroidissement inégal est la cause directe de la distorsion dimensionnelle et de la défaillance. Lorsqu'une section d'une pièce refroidit et se contracte beaucoup plus rapidement qu'une autre, d'énormes contraintes internes sont générées.
Si ces contraintes dépassent la résistance du matériau, la pièce se déformera hors de sa forme requise ou, dans les cas graves, se fissurera. C'est souvent le résultat le plus coûteux d'un trempage mal contrôlé.
Dangers pour le personnel : Menaces pour la sécurité de l'opérateur
Alors que les dangers liés au processus affectent le produit, les dangers pour le personnel menacent la vie et la santé. Ces risques sont présents dans presque tous les environnements de traitement thermique industriels et exigent des mesures de contrôle rigoureuses.
La menace silencieuse de l'asphyxie
De nombreuses opérations de trempe modernes, en particulier dans les fours sous vide, utilisent des gaz inertes comme l'argon dans le cadre de l'atmosphère du processus pour prévenir l'oxydation.
L'argon est incolore, inodore et plus lourd que l'air. Après un cycle, il peut se déposer au fond de la chambre du four ou dans des fosses sous la porte du four. Un opérateur entrant dans cet espace peut être submergé par un manque d'oxygène et perdre connaissance sans aucun avertissement, ce qui entraîne une asphyxie.
Risques d'incendie et d'explosion
L'utilisation d'huiles de trempe est courante, mais elle introduit un risque d'incendie important. Si la pièce chaude chauffe l'huile au-dessus de son point d'éclair, les vapeurs peuvent s'enflammer.
Ce risque est amplifié s'il y a un volume d'huile insuffisant pour la masse de la pièce ou si le système d'agitation de l'huile tombe en panne. Une ventilation adéquate et des systèmes d'extinction d'incendie automatisés sont essentiels lors de l'utilisation de liquides de trempe inflammables.
Brûlures thermiques et chimiques
Le danger le plus évident est le contact avec des matériaux extrêmement chauds, des intérieurs de four ou le milieu de trempe lui-même. Même le trempage à l'eau peut produire de la vapeur d'échaudage.
De plus, certains liquides de trempe sont caustiques ou contiennent des additifs chimiques qui peuvent provoquer de graves brûlures chimiques au contact de la peau, nécessitant un équipement de protection individuelle (EPI) approprié.
Comprendre les compromis
Le choix du liquide de trempe est un compromis fondamental entre l'efficacité du refroidissement et le type de danger que vous êtes prêt à gérer.
Eau et saumure
Celles-ci offrent les vitesses de refroidissement les plus rapides, mais aussi le risque le plus élevé de déformation et de fissuration des pièces en raison de leur sévérité. Bien qu'elles éliminent le risque d'incendie, l'ébullition violente peut provoquer des éclaboussures et des dangers liés à la vapeur.
Huiles conventionnelles
Les huiles offrent un trempage plus lent et plus « doux », réduisant le risque de fissuration. Cependant, elles introduisent un risque d'incendie important qui nécessite des contrôles d'ingénierie robustes, une ventilation pour gérer les fumées et une gestion minutieuse de la température.
Trempage aux gaz inertes
L'utilisation de gaz comme l'argon ou l'azote dans un four sous vide élimine complètement le risque d'oxydation et d'incendie. Cependant, cela introduit le danger d'asphyxie critique et souvent négligé, qui doit être géré par des protocoles d'entrée stricts et une surveillance de l'atmosphère.
Faire le bon choix pour votre objectif
Vos protocoles de sécurité et de qualité doivent être conçus pour répondre aux dangers spécifiques de votre méthode de trempe. Il n'existe pas de solution universelle.
- Si votre objectif principal est la qualité et la cohérence du matériau : Priorisez le contrôle de la courbe de refroidissement en assurant une agitation et une température appropriées du liquide de trempe pour éviter la formation d'une gaine de vapeur stable.
- Si votre objectif principal est la sécurité du personnel : Appliquez des procédures strictes de consignation/étiquetage et des tests d'atmosphère obligatoires avec un oxymètre avant toute entrée dans le four pour éliminer le risque d'asphyxie.
- Si votre objectif principal est d'équilibrer performance et risque : Choisissez votre liquide de trempe en fonction de la trempabilité de l'acier et assurez-vous que les systèmes de sécurité de votre installation (par exemple, ventilation, systèmes d'extinction d'incendie) sont explicitement conçus pour les dangers de ce liquide de trempe.
Une opération de trempe réussie se définit non seulement par la qualité de la pièce finale, mais aussi par la gestion rigoureuse et proactive de ses dangers liés au processus et au personnel.
Tableau récapitulatif :
| Catégorie de danger | Risques clés | Causes courantes |
|---|---|---|
| Dangers liés au processus | Déformation, fissuration, points mous | Refroidissement incontrôlé, gaine de vapeur, trempe inégale |
| Dangers pour le personnel | Asphyxie, incendie, brûlures thermiques/chimiques | Gaz inertes, huiles inflammables, surfaces chaudes, manque d'EPI |
Assurez-vous que votre processus de trempe est à la fois sûr et efficace. Les dangers du trempage nécessitent un équipement et une expertise spécialisés pour être gérés. KINTEK se spécialise dans l'équipement de laboratoire et les consommables, fournissant des solutions fiables pour le traitement thermique contrôlé et le trempage. Nos produits vous aident à obtenir des propriétés matérielles cohérentes tout en protégeant votre équipe contre les incendies, l'asphyxie et d'autres risques. Contactez-nous dès aujourd'hui pour discuter de vos besoins en laboratoire et laissez-nous vous aider à optimiser vos opérations de trempe en matière de sécurité et de performance.
Guide Visuel