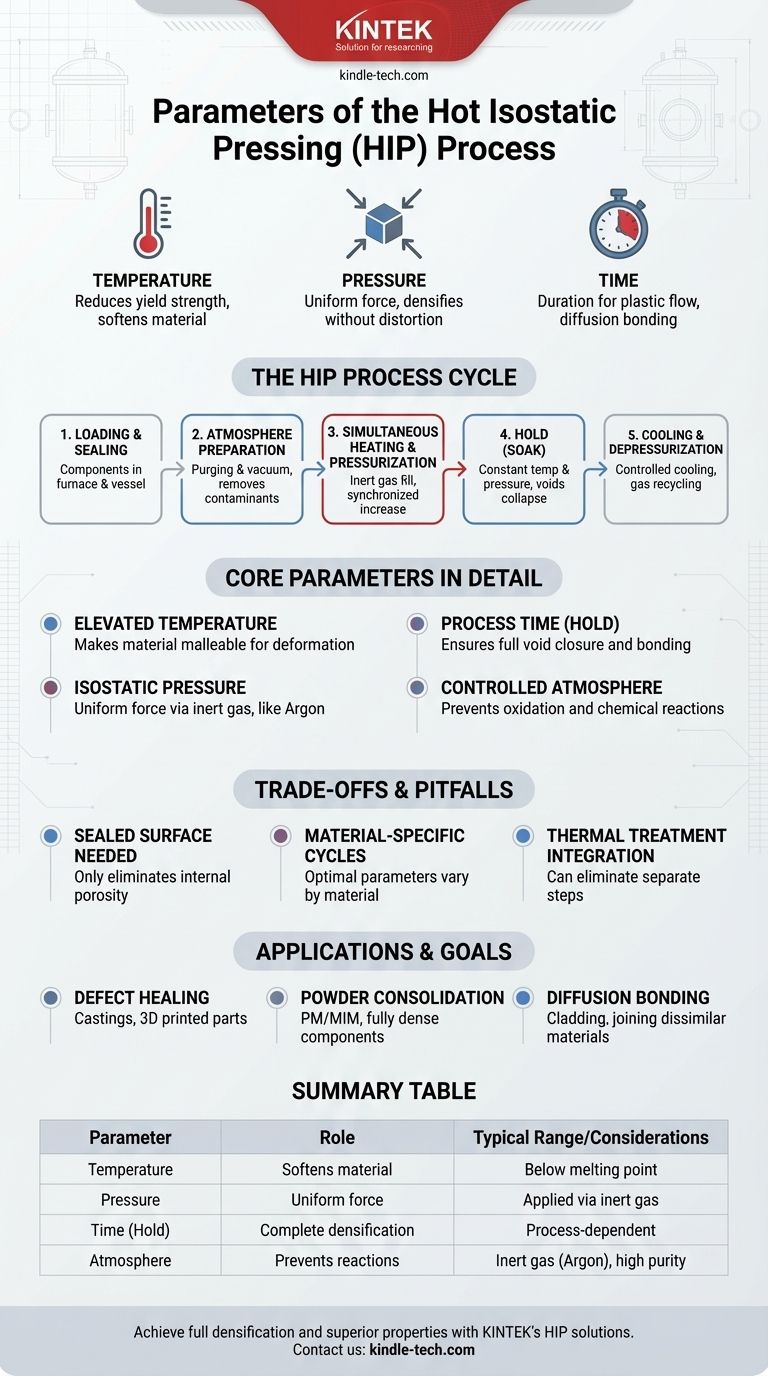
À la base, le processus de pressage isostatique à chaud (HIP) est régi par trois paramètres principaux : la température, la pression et le temps. Ces variables sont appliquées dans une atmosphère contrôlée et inerte pour éliminer la porosité interne et améliorer les propriétés mécaniques d'un composant. L'ensemble du cycle est géré avec précision pour obtenir une densification complète du matériau sans déformer la forme finale de la pièce.
L'idée cruciale est que le HIP n'est pas une simple opération de chauffage et de compression. C'est un cycle thermodynamique sophistiqué où la température rend le matériau malléable, et le gaz inerte à haute pression agit comme une force uniforme pour effondrer les vides internes et créer un composant entièrement dense et métallurgiquement supérieur.

Déconstruction du cycle de processus HIP
Les paramètres du HIP sont appliqués dans un processus distinct, en plusieurs étapes. Comprendre ce cycle fournit le contexte de la manière dont la température, la pression et le temps sont manipulés pour atteindre le résultat souhaité.
Étape 1 : Chargement et scellement
Les composants sont chargés dans un four, qui est ensuite placé à l'intérieur d'un récipient de confinement à haute pression. Le récipient est scellé pour créer un système fermé.
Étape 2 : Préparation de l'atmosphère
Avant le chauffage, la chambre subit des cycles de purge et de vide. Cette étape critique élimine l'humidité, l'air et d'autres contaminants qui pourraient réagir avec le matériau à haute température.
Étape 3 : Chauffage et pressurisation simultanés
La chambre est remplie d'un gaz inerte de haute pureté, le plus souvent de l'argon, pour éviter les réactions chimiques. La température et la pression sont ensuite augmentées simultanément selon un profil soigneusement programmé, spécifique au matériau et à l'application.
Étape 4 : Maintien (trempage)
Une fois que la température et la pression cibles sont atteintes, elles sont maintenues constantes pendant une durée spécifique. C'est pendant ce temps de "maintien" ou de "trempage" que les vides internes et les défauts du matériau s'effondrent et se soudent.
Étape 5 : Refroidissement et dépressurisation
Une fois le temps de maintien écoulé, les composants sont refroidis de manière contrôlée et la pression est relâchée. Le gaz inerte est généralement capturé, nettoyé et recyclé pour une utilisation future.
Les paramètres fondamentaux du HIP
Chaque paramètre joue un rôle distinct et critique dans le succès du processus. Ce ne sont pas des variables indépendantes, mais elles sont sélectionnées en combinaison pour atteindre un résultat métallurgique spécifique.
1. Température élevée
Le rôle principal de la température est de réduire la limite d'élasticité du matériau, le rendant suffisamment mou et malléable pour que la déformation plastique puisse se produire. La température choisie est généralement inférieure au point de fusion du matériau mais suffisamment élevée pour permettre aux vides internes de s'effondrer sous pression.
2. Pression isostatique
La pression fournit la force motrice de la densification. Le terme "isostatique" est essentiel : cela signifie que la pression est appliquée uniformément dans toutes les directions par le milieu gazeux. Cela garantit que la pièce se densifie sans changer sa forme nette.
3. Temps de processus (temps de maintien/trempage)
Le temps est le troisième paramètre critique. Le composant est maintenu à la température et à la pression cibles suffisamment longtemps pour que l'écoulement plastique et la liaison par diffusion ferment complètement toute la porosité interne. Des temps plus courts peuvent laisser des vides résiduels, tandis que des temps excessivement longs peuvent être non économiques.
4. Atmosphère contrôlée
L'utilisation d'un gaz inerte (comme l'argon) est un paramètre de processus fondamental. Il empêche l'oxydation et d'autres réactions chimiques qui dégraderaient les propriétés du matériau à des températures élevées, garantissant l'intégrité de la chimie du composant.
Comprendre les compromis et les pièges
Bien que très efficace, le processus HIP n'est pas une solution universelle. Comprendre ses contraintes opérationnelles est essentiel pour une mise en œuvre réussie.
La nécessité d'une surface scellée
Le HIP ne peut éliminer que la porosité interne. Si un défaut est ouvert à la surface, le gaz de pressurisation remplira simplement le vide, et aucune différence de pression n'existera pour le fermer. C'est une considération critique pour les pièces présentant des fissures ou une porosité connectées à la surface.
Cycles spécifiques aux matériaux
Il n'existe pas un seul ensemble de paramètres HIP. La température, la pression et le temps optimaux dépendent fortement du matériau spécifique traité, qu'il s'agisse d'un alliage de titane, d'un superalliage de nickel ou d'une céramique. Chacun nécessite un cycle développé de manière unique.
Intégration du traitement thermique
Un avantage significatif du HIP est que ses températures de fonctionnement sont souvent similaires à celles utilisées pour l'homogénéisation ou les traitements thermiques de mise en solution. Le cycle HIP peut parfois être conçu pour éliminer le besoin d'une étape de traitement thermique séparée, ce qui permet d'économiser du temps et des coûts.
Faire le bon choix pour votre objectif
La sélection des paramètres HIP est entièrement dictée par l'application prévue et le système de matériaux impliqué.
- Si votre objectif principal est de réparer les défauts dans les pièces moulées ou imprimées en 3D : Les paramètres sont choisis pour obtenir une fermeture complète des vides, augmentant considérablement la durée de vie en fatigue et la fiabilité mécanique.
- Si votre objectif principal est de consolider les poudres métalliques (PM/MIM) : Le cycle est conçu pour transformer un bloc de poudre poreux en un composant solide entièrement dense avec des propriétés équivalentes à celles du matériau corroyé.
- Si votre objectif principal est le soudage par diffusion ou le placage : Les paramètres sont optimisés pour favoriser la diffusion atomique à travers l'interface de deux matériaux dissemblables, créant une soudure robuste à l'état solide.
En fin de compte, maîtriser l'interaction entre la température, la pression et le temps est la clé pour libérer tout le potentiel du processus HIP pour vos composants.
Tableau récapitulatif :
| Paramètre | Rôle dans le processus HIP | Plage/Considérations typiques |
|---|---|---|
| Température | Ramollit le matériau pour la déformation plastique | Inférieure au point de fusion, spécifique au matériau |
| Pression isostatique | Force uniforme pour effondrer les vides internes | Appliquée via un gaz inerte (par exemple, Argon) |
| Temps (Maintien/Trempage) | Durée pour une densification complète | Assure une fermeture complète des vides, dépend du processus |
| Atmosphère | Empêche l'oxydation et les réactions chimiques | Gaz inerte (Argon), haute pureté |
Prêt à obtenir une densification complète et des propriétés mécaniques supérieures pour vos composants ?
Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables avancés, y compris des solutions de pressage isostatique à chaud, pour répondre aux besoins précis des laboratoires et des fabricants. Que vous travailliez avec des pièces moulées, des pièces imprimées en 3D ou des poudres métalliques, notre expertise garantit des paramètres HIP optimaux pour votre matériau et votre application spécifiques.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer les performances de vos matériaux et rationaliser votre processus de production. Contactez-nous via notre formulaire de contact pour parler à un expert !
Guide Visuel
Produits associés
- Réacteur visuel à haute pression pour observation in-situ
- Circulateur réfrigérant 10L Bain d'eau de refroidissement Bain de réaction à température constante basse température
- Circulateur de bain d'eau de refroidissement de circulateur de chauffage de 10L pour la réaction à température constante haute et basse température
- Presse hydraulique de laboratoire pour applications XRF KBR FTIR
- Circulateur de bain d'eau de refroidissement et de chauffage 5L pour réaction à température constante haute et basse température
Les gens demandent aussi
- Quel est l'objectif d'un réacteur à haute pression dans la modification oléophile du GO ? Optimiser le greffage et la dispersion dans l'huile.
- Comment un réacteur haute pression facilite-t-il l'amidation réductrice ? Maximiser le rendement et la vitesse dans les réactions en tandem
- Quel rôle joue un réacteur à haute pression dans la SHS ? Obtenir une synthèse précise de phases MAX dopées au manganèse
- Quelle est l'importance de l'utilisation d'un réacteur à haute pression pour le traitement de la balle de riz ? Augmenter le rendement et la vitesse du furfural
- Comment les réacteurs à haute pression garantissent-ils la fiabilité des tests d'électrolyseurs ? Atteignez une précision de qualité industrielle


















