
La guerre invisible contre l'atmosphère
Dans le monde de la métallurgie sous vide poussé, nous menons essentiellement une guerre contre la nature. La nature a horreur du vide ; elle veut s'y engouffrer, oxyder et égaliser.
Votre four à vide est le bouclier.
Lorsque nous parlons de taux de fuite, nous ne discutons pas seulement d'une spécification technique trouvée dans un manuel. Nous discutons de l'intégrité structurelle de ce bouclier.
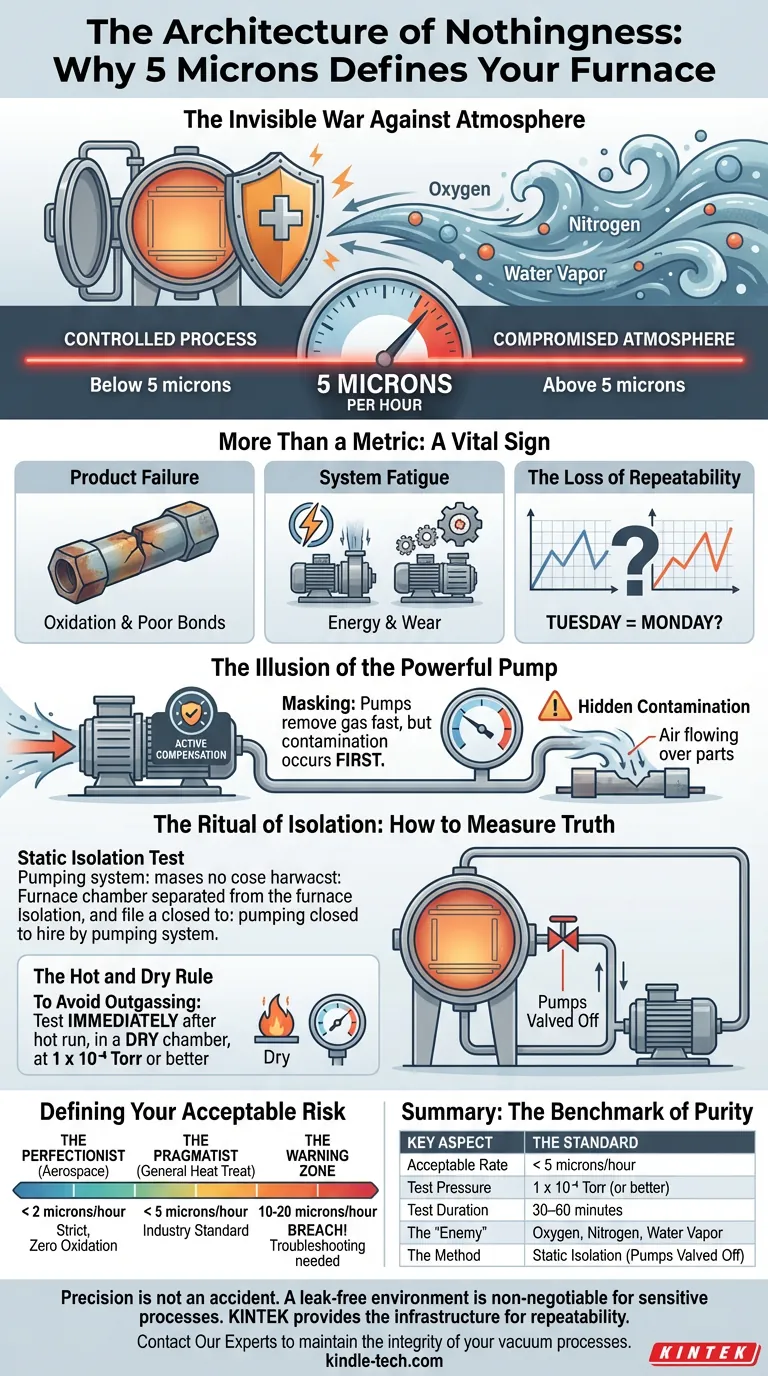
Un taux de fuite acceptable pour un four à vide poussé est généralement inférieur à 5 microns par heure.
Ce chiffre est la ligne de démarcation entre un processus scientifique contrôlé et un processus chaotique. Si vous le franchissez, vous n'opérez plus dans le vide, mais dans une atmosphère compromise.
Plus qu'une métrique : un signe vital
Atul Gawande écrit souvent comment les systèmes complexes échouent non pas par manque de compétence, mais par manque de vigilance standardisée. Un four à vide ne fait pas exception.
Le taux de fuite est l'indicateur de santé fondamental du four.
Une lecture inférieure à 5 microns/heure vous indique que la cuve est suffisamment étanche pour empêcher l'atmosphère — spécifiquement l'azote, l'oxygène et la vapeur d'eau — d'entrer.
Si vous ignorez cette métrique, trois choses se produisent, s'amplifiant avec le temps :
- Défaillance du produit : L'oxygène provoque une décoloration et de mauvaises liaisons métallurgiques. Vous perdez la pièce.
- Fatigue du système : Vos pompes doivent travailler plus dur pour combattre l'air entrant, augmentant la consommation d'énergie et l'usure.
- Perte de répétabilité : C'est le coût psychologique. Sans taux de fuite confirmé, vous ne pouvez garantir que le cycle de mardi sera identique à celui de lundi. Vous devinez.
L'illusion de la pompe puissante
Il existe un piège courant dans le traitement sous vide : le masquage.
Les systèmes de pompage modernes sont incroyablement puissants. Ils sont souvent suffisamment robustes pour compenser une fuite modérée, évacuant le gaz presque aussi vite qu'il entre. L'indicateur de pression peut sembler correct pendant que la pompe fonctionne.
Mais la contamination se produit toujours. L'air circule toujours sur vos pièces avant que la pompe ne puisse le capturer.
C'est pourquoi les niveaux de vide dynamiques sont trompeurs. Vous ne pouvez pas mesurer l'intégrité d'une cuve pendant que les pompes compensent activement ses défauts.
Le rituel de l'isolement : comment mesurer la vérité
Pour connaître la vérité sur votre four, vous devez arrêter le combat. Vous devez isoler la chambre.
Un test de taux de fuite approprié isole le système de pompage de la chambre du four à l'aide d'une vanne principale. Cela garantit que vous mesurez le gaz entrant dans la chambre depuis l'extérieur, et non la performance des pompes.
La règle "chaud et sec"
La physique peut nous jouer des tours. Le dégazage — le rejet de molécules de vapeur d'eau piégées sur les surfaces internes — ressemble exactement à une fuite sur un indicateur de pression.
Pour éviter un faux positif, le test doit être effectué rigoureusement :
- Immédiatement après un cycle chaud (purge).
- Dans une chambre sèche.
- Idéalement à un niveau de vide de 1 x 10⁻⁴ Torr ou mieux.
Si le four est froid ou humide, vous ne mesurez pas une fuite ; vous mesurez l'évaporation de l'humidité.
Définir votre risque acceptable
Tous les vides ne se valent pas. La norme que vous acceptez doit correspondre aux enjeux de votre application.
- Le perfectionniste (aérospatiale) : Pour le brasage critique où aucune oxydation n'est tolérée, la norme est stricte. Visez < 2 microns/heure.
- Le pragmatique (traitement thermique général) : La norme industrielle de < 5 microns/heure est votre référence fiable.
- La zone d'alerte : Si vous dérivez vers 10–20 microns/heure, vous avez une brèche. Vous ne traitez plus ; vous dépannez.
Résumé : Le critère de pureté
| Aspect clé | La norme |
|---|---|
| Taux acceptable | < 5 microns par heure |
| Pression de test | 1 x 10⁻⁴ Torr (ou mieux) |
| Durée du test | 30–60 minutes |
| L'"ennemi" | Oxygène, Azote, Vapeur d'eau |
| La méthode | Isolement statique (pompes isolées par vanne) |
Conclusion
La précision n'est pas un accident. C'est le résultat de normes rigoureuses appliquées à des forces invisibles.
Un environnement sans fuite est non négociable pour les processus sensibles comme le brasage et le traitement thermique. Chez KINTEK, nous comprenons que votre équipement est la seule chose qui se dresse entre votre produit et l'atmosphère.
Que vous ayez besoin d'équipements de laboratoire haute performance ou des consommables pour les faire fonctionner, nous fournissons l'infrastructure pour la répétabilité.
Contactez nos experts pour discuter de la manière dont nous pouvons vous aider à maintenir l'intégrité de vos processus sous vide.
Guide Visuel
Produits associés
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
Articles associés
- Fuites et techniques de détection pour les fours à vide
- Four de presse à chaud sous vide : un guide complet
- Vaincre le vide : Le pouvoir silencieux du pressage à chaud sous vide
- Le paradoxe de la pureté : choisir le cœur de votre four de pressage à chaud sous vide
- Maîtriser le vide : pourquoi un four sous vide est plus que de la simple chaleur



















