
L'ennemi invisible de la précision
Dans le monde de la science des matériaux, rien n'est parfait. Mais le four à vide tente de s'en approcher plus que tout autre.
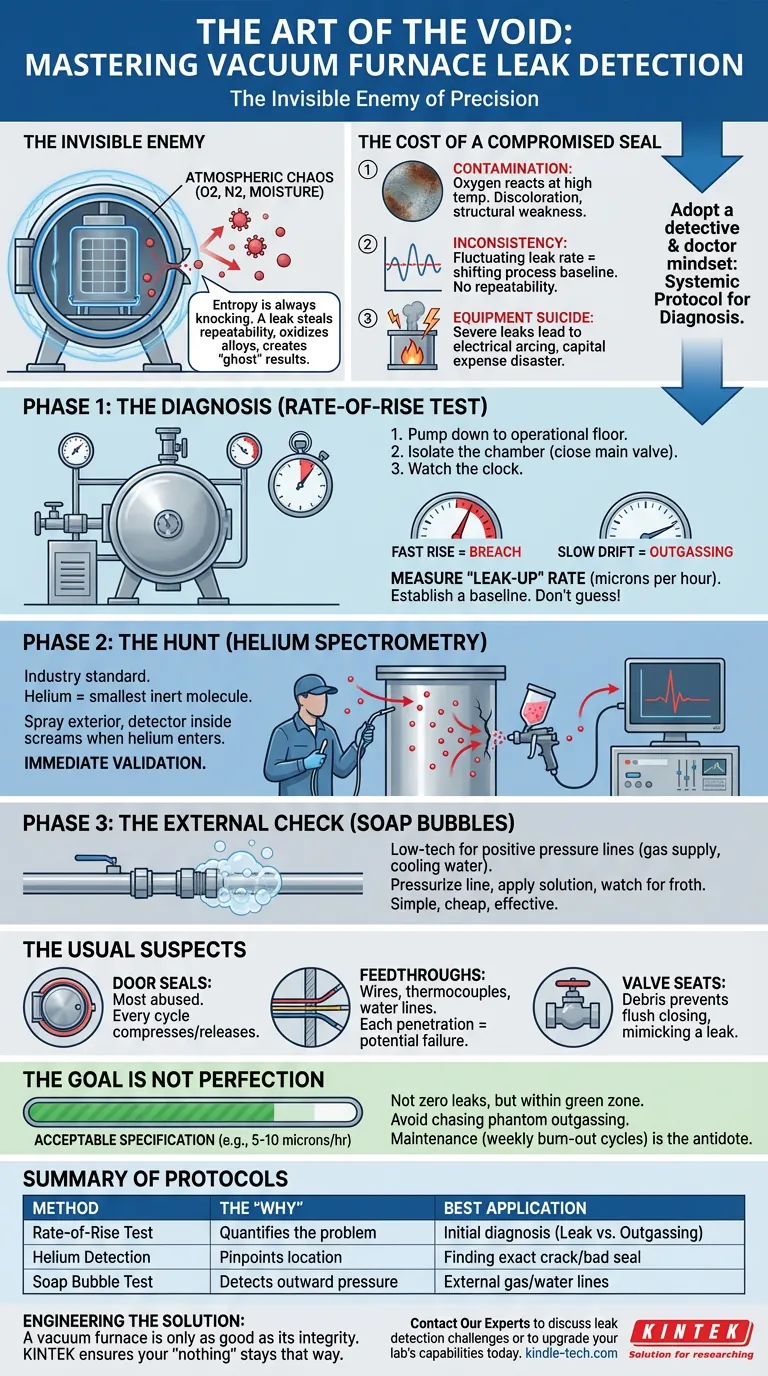
Sa fonction première n'est pas seulement de chauffer, mais d'exclure. Il crée un sanctuaire où le chaos atmosphérique — oxygène, azote, humidité — ne peut pénétrer. Lorsque ce sanctuaire est violé, vous ne perdez pas seulement la pression du vide. Vous perdez l'intégrité de votre expérience.
L'entropie frappe toujours à la porte.
Une fuite est rarement catastrophique au sens dramatique et explosif. C'est plutôt un voleur silencieux. Il vole la répétabilité. Il oxyde des alliages de grande valeur. Il crée des résultats "fantômes" qui mènent les chercheurs sur la mauvaise voie pendant des semaines.
Pour maintenir la pureté du vide, nous devons adopter un état d'esprit mi-détective, mi-médecin. Nous avons besoin d'un protocole systémique de diagnostic.
Le coût d'un joint compromis
Pourquoi sommes-nous obsédés par les fuites ? Parce que l'atmosphère est chimiquement agressive.
Lorsque l'air pénètre dans une chambre à vide, il ne fait pas que "remplir l'espace". Il réagit.
Contamination : L'oxygène réagit avec les métaux à haute température. La décoloration est le symptôme visuel ; la faiblesse structurelle est la maladie cachée.
Incohérence : Si votre taux de fuite fluctue, votre ligne de base de processus change. Vous ne pouvez pas revendiquer la répétabilité scientifique si votre environnement change du mardi au mercredi.
Suicide de l'équipement : Dans les cas graves, un mauvais vide entraîne un arc électrique entre les éléments chauffants. Ce n'est pas seulement une mauvaise journée de données ; c'est une catastrophe de dépenses en capital.
Phase 1 : Le diagnostic (Test de montée en pression)
Avant d'essayer de résoudre un problème, vous devez le quantifier.
De nombreux opérateurs sautent cette étape. Ils suspectent une fuite et commencent immédiatement à resserrer les boulons. C'est une erreur. Vous avez besoin d'une référence. Vous avez besoin du test de montée en pression (Rate-of-Rise - ROR).
La logique est simple :
- Pompez le four jusqu'à son niveau opérationnel de base.
- Isolez la chambre (fermez la vanne principale).
- Regardez l'horloge.
Vous mesurez le taux de "fuite". La pression augmentera — c'est la physique. Mais à quelle vitesse augmente-t-elle ?
Si la pression monte en quelques minutes, vous avez une brèche. Si elle monte lentement sur une heure, vous n'avez peut-être que du dégazage. Le test ROR vous donne un chiffre (microns par heure). Sans ce chiffre, vous devinez.
Phase 2 : La chasse (Spectrométrie à l'hélium)
Une fois que le test ROR confirme que l'ennemi est à l'intérieur des murs, vous devez trouver où il est entré.
La norme industrielle est le spectromètre de masse à hélium. Il est élégant dans sa précision.
L'hélium est la plus petite molécule inerte que nous pouvons utiliser facilement. Il peut se faufiler à travers des interstices que l'eau ou l'azote ne peuvent pas. En connectant un détecteur au système de vide et en pulvérisant de l'hélium sur l'extérieur du four, nous attendons.
Si l'hélium traverse une fissure microscopique dans une soudure ou un joint torique, le spectromètre hurle. C'est une validation immédiate.
Phase 3 : La vérification externe (Bulles de savon)
Ne méprisez pas les solutions de basse technologie. Elles ont leur place.
L'hélium détecte les fuites vers le vide. Mais qu'en est-il des conduites sous pression qui alimentent le système ?
Les conduites d'alimentation en gaz et les raccords d'eau de refroidissement sont sous pression positive. L'hélium n'aidera pas ici. Pour ceux-ci, le test classique des "bulles de savon" reste le roi. Mettez la conduite sous pression, appliquez la solution et observez la mousse révélatrice.
C'est simple, bon marché et efficace.
Les suspects habituels
Où se produisent les fuites ? Généralement, là où les mains humaines ont touché la machine.
L'entropie attaque les interfaces. Lors du dépannage, commencez ici :
- Joints de porte : La partie la plus maltraitée du four. Chaque cycle comprime et relâche ce joint torique.
- Traversées : Chaque fil, chaque thermocouple, chaque conduite d'eau qui entre dans la chambre nécessite une pénétration. Chacune est un point de défaillance potentiel.
- Sièges de vanne : Les débris peuvent empêcher une vanne de se fermer correctement, simulant une fuite.
Le but n'est pas la perfection
Il existe un piège psychologique dans les tests de fuite : le désir de zéro.
Aucun four n'est hermétiquement scellé pour toujours. Le but n'est pas un joint parfait ; le but est une spécification acceptable.
Les fabricants définissent une tolérance de "taux de montée en pression" (par exemple, 5-10 microns par heure). Tant que vous êtes dans cette zone verte, votre processus est sûr. Ne perdez pas des jours à chasser une fuite fantôme qui n'est en réalité qu'un dégazage normal.
La maintenance est l'antidote. Les cycles hebdomadaires de "burn-out" (haute température, vide poussé) aident à vaporiser les contaminants qui imitent les fuites.
Résumé des protocoles
| Méthode | Le "Pourquoi" | Meilleure application |
|---|---|---|
| Test de montée en pression | Quantifie le problème. | Diagnostic initial. Est-ce une fuite ou un dégazage ? |
| Détection à l'hélium | Localise précisément. | Trouver la fissure exacte ou le mauvais joint. |
| Test des bulles de savon | Détecte la pression externe. | Vérification des conduites de gaz et d'eau externes. |
Concevoir la solution
Un four à vide n'est aussi bon que son intégrité. Lorsque vous contrôlez l'atmosphère, vous contrôlez les propriétés du matériau.
Chez KINTEK, nous comprenons que l'équipement de laboratoire est le fondement de la découverte. Que vous traitiez de métallurgie complexe ou de traitement thermique de routine, la fiabilité de vos joints détermine la fiabilité de vos données.
Nous sommes spécialisés dans les équipements de laboratoire haute performance et les consommables nécessaires à leur bon fonctionnement. Des joints toriques aux conseils d'experts sur l'intégrité du vide, nous sommes là pour garantir que votre "rien" reste tel quel.
Contactez nos experts pour discuter de vos défis de détection de fuites ou pour améliorer les capacités de votre laboratoire dès aujourd'hui.
Guide Visuel
Produits associés
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
Articles associés
- Fuites et techniques de détection pour les fours à vide
- Vaincre le vide : Le pouvoir silencieux du pressage à chaud sous vide
- Forger la perfection dans le vide : la physique des matériaux ultra-denses
- L'architecture du silence : pourquoi le chauffage indirect définit la pureté des matériaux
- Maîtriser le vide : pourquoi un four sous vide est plus que de la simple chaleur



















