
La séduction des extrêmes
Il existe un instinct humain naturel en ingénierie qui pousse à rechercher les limites de la performance. Nous voulons le processeur le plus rapide, l'acier le plus résistant, l'océan le plus profond.
Dans le monde du traitement thermique, cet instinct se manifeste par un désir de vide le plus élevé possible. La logique semble solide : si l'air est l'ennemi – source d'oxydation et de contamination – alors l'absence totale d'air est sans doute la solution ultime.
Mais dans la physique des matériaux, « plus » n'est pas toujours « mieux ». Parfois, « plus » est destructeur.
L'idée clé dans le choix d'un four sous vide n'est pas de rechercher le vide le plus profond possible. C'est de comprendre l'environnement précis dont votre matériau a besoin pour prospérer.
La taxonomie du néant
Pour comprendre l'outil, nous devons d'abord mesurer le vide.
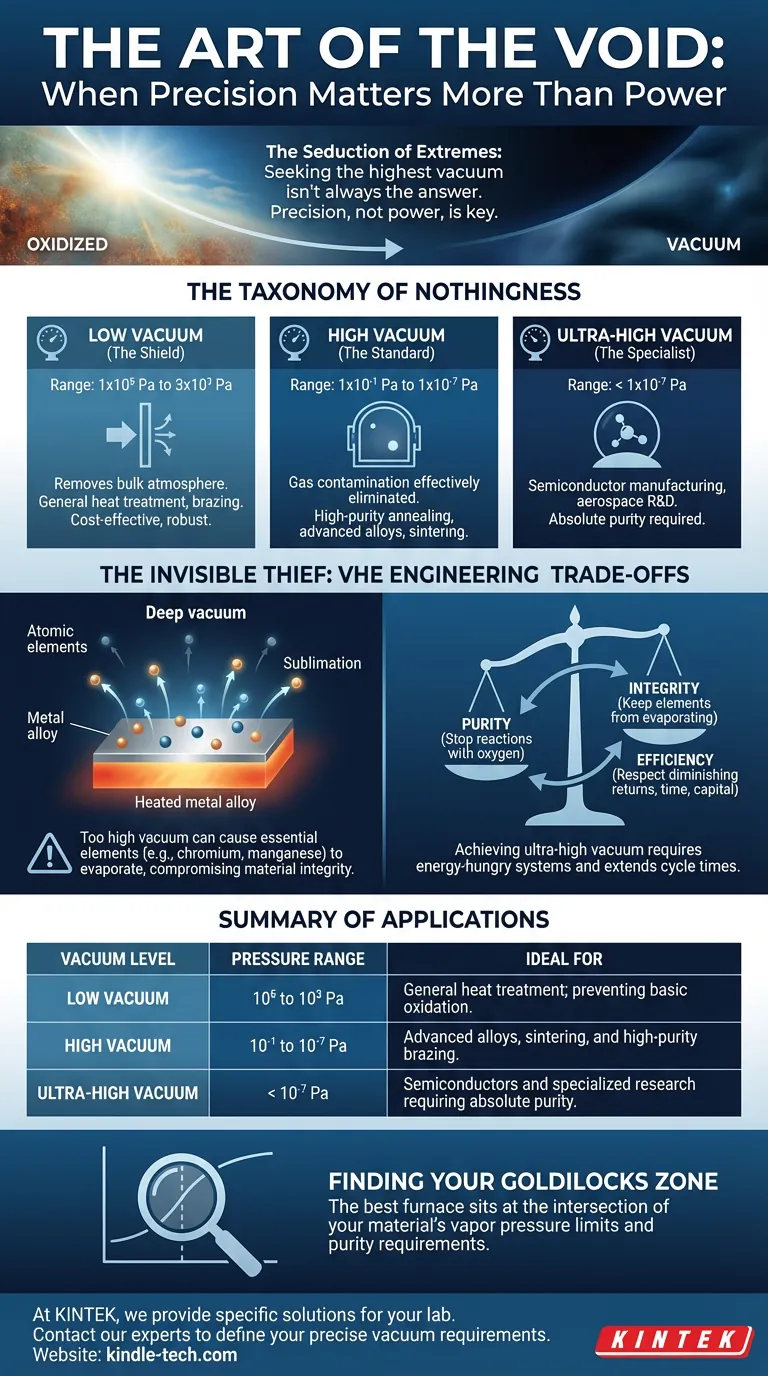
Un four sous vide se définit non pas par sa température maximale, mais par la pression minimale qu'il peut maintenir de manière fiable. Nous classons ces systèmes en trois niveaux distincts, mesurés en Pascals (Pa). Chaque niveau représente un degré différent de complexité technologique et une philosophie de protection différente.
1. Vide faible (Le Bouclier)
Plage : 1×10⁵ Pa à 3×10³ Pa
Considérez le vide faible non pas comme un vide, mais comme une salle blanche. Il élimine la majeure partie de l'atmosphère.
Ces fours sont les chevaux de bataille pour le traitement thermique général et le brasage. Si votre objectif est simplement d'éviter une forte oxydation sur des matériaux standard, c'est votre solution. C'est rentable, robuste et suffisant.
2. Vide poussé (La Norme)
Plage : 1×10⁻¹ Pa à 1×10⁻⁷ Pa
C'est là que vit la grande majorité de la métallurgie moderne. À ce niveau, la contamination gazeuse est effectivement éliminée.
Les systèmes de vide poussé sont essentiels pour :
- Le recuit de haute pureté.
- Le brasage sous vide d'alliages avancés.
- Le frittage de matériaux sensibles.
3. Vide ultra-poussé (Le Spécialiste)
Plage : < 1×10⁻⁷ Pa
C'est le domaine de la fabrication de semi-conducteurs et de la R&D aérospatiale. Ici, même une molécule errante est une menace. Ces systèmes sont des merveilles d'ingénierie, conçus pour des matériaux où la pureté est la seule métrique qui compte.
Le voleur invisible : la pression de vapeur
Pourquoi ne pas simplement acheter un four à vide ultra-poussé pour tout, juste pour être sûr ?
À cause d'un phénomène physique appelé pression de vapeur.
Chaque élément a un point de basculement. Lorsque vous chauffez un matériau, ses atomes vibrent avec une énergie croissante. Si la pression entourant ce matériau descend trop bas (le vide devient trop profond), les atomes de la surface lâchent simplement prise.
Ils ne fondent pas. Ils subliment. Ils passent directement de l'état solide à l'état gazeux et disparaissent dans la pompe à vide.
Si vous placez un alliage complexe dans un vide trop poussé pour sa chimie spécifique, vous pourriez réussir à prévenir l'oxydation, mais vous pourriez aussi faire bouillir des éléments d'alliage essentiels comme le chrome ou le manganèse.
Le résultat est une pièce qui semble parfaite de l'extérieur mais qui a été chimiquement évidée de l'intérieur. Ses propriétés mécaniques sont ruinées, non pas par contamination, mais par sur-traitement.
Les compromis de l'ingénierie
Choisir un four sous vide est un exercice d'équilibre entre trois forces concurrentes :
- Pureté : Vous avez besoin d'un vide suffisamment poussé pour arrêter les réactions avec l'oxygène.
- Intégrité : Vous avez besoin d'une pression suffisante pour empêcher les éléments de votre alliage de s'évaporer.
- Efficacité : Vous devez respecter la loi des rendements décroissants.
Atteindre un vide poussé ou ultra-poussé nécessite des systèmes de pompage sophistiqués et gourmands en énergie à plusieurs étages (comme les pompes turbomoléculaires). Cela prolonge considérablement les temps de cycle, car le système lutte pour éliminer ces dernières molécules.
Si votre processus ne l'exige pas, vous payez une prime en temps et en capital pour potentiellement endommager votre propre produit.
Résumé des applications
Voici un guide rapide pour faire correspondre le vide à la valeur :
| Niveau de vide | Plage de pression | Idéal pour |
|---|---|---|
| Vide faible | 10⁵ à 10³ Pa | Traitement thermique général ; prévention de l'oxydation de base. |
| Vide poussé | 10⁻¹ à 10⁻⁷ Pa | Alliages avancés, frittage et brasage de haute pureté. |
| Vide ultra-poussé | < 10⁻⁷ Pa | Semi-conducteurs et recherche spécialisée nécessitant une pureté absolue. |
Trouver votre zone idéale
Le « meilleur » four n'est pas celui qui a la fiche technique la plus impressionnante. C'est celui qui se situe exactement à l'intersection des limites de pression de vapeur de votre matériau et de vos exigences de pureté.
C'est une décision qui nécessite de regarder un diagramme de phase, pas seulement une étiquette de prix.
Chez KINTEK, nous comprenons que l'équipement de laboratoire ne concerne pas la puissance générique ; il s'agit de solutions spécifiques. Nous sommes spécialisés dans la gestion de ces compromis. Que vous travailliez avec de l'acier robuste ou des superalliages sensibles, nous vous aidons à identifier l'équipement qui garantit la pureté sans compromettre l'intégrité.
Ne laissez pas la science des matériaux au hasard. Contactez nos experts pour définir les exigences précises en matière de vide pour votre laboratoire dès aujourd'hui.
Guide Visuel
Produits associés
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
Articles associés
- Four de presse à chaud sous vide : un guide complet
- Maîtriser le vide : pourquoi un four sous vide est plus que de la simple chaleur
- L'architecture du silence : pourquoi le chauffage indirect définit la pureté des matériaux
- Le dilemme hydraulique : pression uniaxiale vs biaxiale dans la fabrication de matériaux avancés
- Au-delà du frittage : Comment le pressage à chaud sous vide forge des solides parfaits à partir de poudre



















