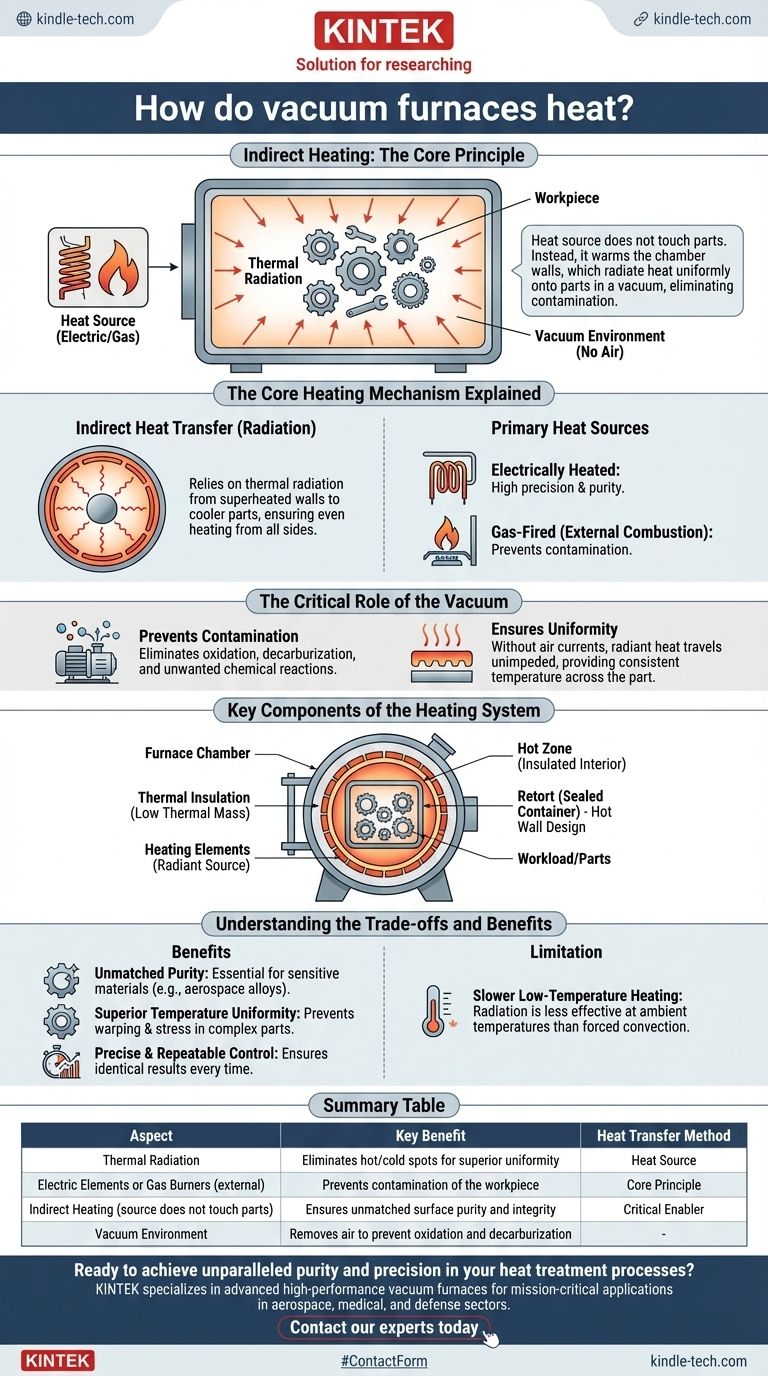
Dans un four sous vide, le chauffage est obtenu indirectement. La source de chaleur, généralement des éléments électriques ou des brûleurs à gaz, ne touche pas directement la pièce à traiter. Au lieu de cela, ces éléments chauffants réchauffent la chambre interne du four ou un récipient scellé appelé retorte, qui rayonne ensuite la chaleur uniformément sur les pièces à l'intérieur du vide.
Le principe fondamental est le contrôle de l'environnement. En séparant la source de chaleur des pièces dans un environnement sous vide, le four élimine la contamination atmosphérique et assure un transfert de chaleur exceptionnellement uniforme, ce qui est essentiel pour les matériaux haute performance.

Le mécanisme de chauffage principal expliqué
Les propriétés uniques d'un four sous vide découlent directement de la manière dont il gère le transfert de chaleur en l'absence d'air. Cette approche indirecte est fondamentale pour son objectif.
Transfert de chaleur indirect
Contrairement à un four conventionnel qui utilise l'air (convection) pour faire circuler la chaleur, un four sous vide repose principalement sur le rayonnement thermique. Les éléments chauffants chauffent les parois de la « zone chaude », et ces surfaces surchauffées rayonnent de l'énergie vers les pièces plus froides, les chauffant uniformément de tous les côtés.
Sources de chaleur principales
Bien que la méthode de transfert soit le rayonnement, la source d'énergie initiale peut varier. Les deux types les plus courants sont :
- Chauffage électrique : Ce sont les plus courants pour les applications de haute pureté et de précision, offrant un contrôle de température extrêmement précis.
- Alimenté au gaz : Ceux-ci peuvent également être utilisés, la combustion ayant lieu à l'extérieur de la chambre à vide pour éviter toute contamination de la pièce à traiter.
Le rôle critique du vide
La création d'un vide est la clé qui permet l'ensemble du processus. L'élimination de l'air et des autres gaz permet d'atteindre deux objectifs critiques :
- Il prévient la contamination. L'oxydation, la décarburation et d'autres réactions chimiques indésirables qui se produisent en présence d'air sont complètement éliminées.
- Il assure l'uniformité. Sans courants d'air provoquant des points chauds ou froids, la chaleur radiante peut se propager sans entrave, assurant une température constante sur toute la surface de la pièce.
Composants clés du système de chauffage
Un four sous vide est un système intégré où chaque composant est conçu pour maintenir la pureté et contrôler la température avec une grande précision.
La zone chaude
C'est l'intérieur isolé du four où le chauffage a lieu. Il est conçu pour résister à des températures extrêmes tout en chauffant et en refroidissant rapidement.
Éléments chauffants
Ce sont la source de l'énergie thermique. Ils sont disposés autour de la zone chaude pour assurer un rayonnement uniforme vers les parois de la chambre ou la charge de travail.
Isolation thermique
Pour contenir la chaleur intense et permettre des changements de température rapides, les fours sous vide utilisent une isolation avancée, souvent sous forme de fibre céramique rigidifiée. Ce matériau a une faible masse thermique, permettant des cycles de chauffage et de refroidissement rapides.
La retorte (conception à paroi chaude)
Dans un four à « paroi chaude », les pièces sont placées à l'intérieur d'un récipient scellé et étanche au vide appelé retorte. Les éléments chauffants sont situés à l'extérieur de cette retorte, chauffant d'abord les parois du récipient, qui à leur tour conduisent et rayonnent cette chaleur vers les pièces à l'intérieur.
Comprendre les compromis et les avantages
La méthode de chauffage unique d'un four sous vide offre des avantages distincts, mais il est important de comprendre le contexte dans lequel il fonctionne le mieux.
Avantage : Pureté inégalée
En éliminant l'atmosphère, vous éliminez la source de contamination. Ceci est non négociable pour les matériaux sensibles comme les superalliages à base de nickel utilisés dans l'aérospatiale, où l'intégrité de surface est primordiale.
Avantage : Uniformité de température supérieure
Le chauffage radiant sous vide est exceptionnellement uniforme, empêchant la déformation ou les contraintes internes qui peuvent être causées par un chauffage inégal dans les fours conventionnels. Ceci est vital pour les géométries complexes et les pièces délicates.
Avantage : Contrôle précis et reproductible
L'environnement stable et isolé permet un contrôle méticuleux de l'ensemble du cycle de traitement thermique. Cela garantit que les processus tels que le recuit, le brasage et le durcissement sont parfaitement reproductibles, produisant des résultats identiques à chaque fois.
Limitation : Chauffage à basse température plus lent
Étant donné qu'un four sous vide repose sur le rayonnement, qui est plus efficace à haute température, le préchauffage à partir de la température ambiante peut être plus lent que dans un four qui utilise des ventilateurs pour la convection forcée.
Faire le bon choix pour votre objectif
La décision d'utiliser un four sous vide est dictée par les exigences du matériau et de l'application finale.
- Si votre objectif principal est la pureté de surface et la prévention de l'oxydation : Un four sous vide est le seul choix, car son chauffage indirect dans une atmosphère contrôlée élimine toutes les sources de contamination.
- Si votre objectif principal est des traitements thermiques complexes et reproductibles : L'uniformité et la stabilité de température inégalées d'un four sous vide garantissent des résultats constants et de haute qualité pour des processus tels que le brasage et le durcissement.
- Si votre objectif principal est le traitement d'alliages haute performance : Les matériaux utilisés dans les secteurs de l'aérospatiale, du médical et de la défense nécessitent l'environnement vierge et contrôlé qu'un four sous vide peut seul fournir.
Comprendre comment chauffe un four sous vide, c'est comprendre comment il offre un environnement de contrôle absolu pour les composants critiques.
Tableau récapitulatif :
| Aspect | Chauffage par four sous vide | Avantage clé |
|---|---|---|
| Méthode de transfert de chaleur | Rayonnement thermique | Élimine les points chauds/froids pour une uniformité supérieure |
| Source de chaleur | Éléments électriques ou brûleurs à gaz (externes) | Prévient la contamination de la pièce à traiter |
| Principe fondamental | Chauffage indirect (la source ne touche pas les pièces) | Assure une pureté et une intégrité de surface inégalées |
| Facilitateur critique | Environnement sous vide | Élimine l'air pour prévenir l'oxydation et la décarburation |
Prêt à atteindre une pureté et une précision inégalées dans vos processus de traitement thermique ?
KINTEK est spécialisée dans les équipements de laboratoire avancés, y compris les fours sous vide haute performance conçus pour les applications critiques. Nos solutions sont conçues pour fournir l'environnement contrôlé nécessaire au traitement des alliages haute performance, du brasage complexe et des matériaux sensibles utilisés dans les secteurs de l'aérospatiale, du médical et de la défense.
Laissez-nous vous aider à améliorer vos résultats grâce à un contrôle de température supérieur et à un traitement sans contamination.
Contactez nos experts dès aujourd'hui pour discuter de vos besoins applicatifs spécifiques et découvrir la solution de four sous vide parfaite pour votre laboratoire.
Guide Visuel
Produits associés
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
Les gens demandent aussi
- Quels sont les avantages d'un four à pressage à chaud sous vide pour les électrolytes solides LTPO ? Augmentation de la densité et de la conductivité
- Quelles fonctions une presse à chaud sous vide remplit-elle pour les billettes Al6061/B4C ? Atteindre une densification de 100 %
- Comment un four de pressage à chaud sous vide facilite-t-il la densification des alliages Cu-18Ni-2W ? Atteindre des performances de haute densité
- Comment un four de frittage à chaud sous vide parvient-il à densifier le ZrB2–SiC–TaC ? Atteindre une densité céramique ultra-élevée
- Quel rôle joue un four de pressage à chaud sous vide (VHP) dans la densification des composites d'acier inoxydable austénitique 316 ?



















