
En ingénierie, comme dans la vie, la présence de contaminants ruine souvent la liaison.
Lorsque nous essayons de joindre deux métaux par chauffage traditionnel, l'atmosphère devient un adversaire. L'oxygène crée des oxydes. L'humidité introduit de l'hydrogène. Ces variables invisibles transforment ce qui devrait être une connexion solide en un maillon faible.
Le brasage sous vide inverse ce problème.
Il ne combat pas l'atmosphère ; il la supprime entièrement. En créant un environnement de haute pureté, il permet à la physique — spécifiquement l'action capillaire et la diffusion thermique — de faire le gros du travail.
Voici pourquoi les connexions les plus solides sont faites dans le vide.
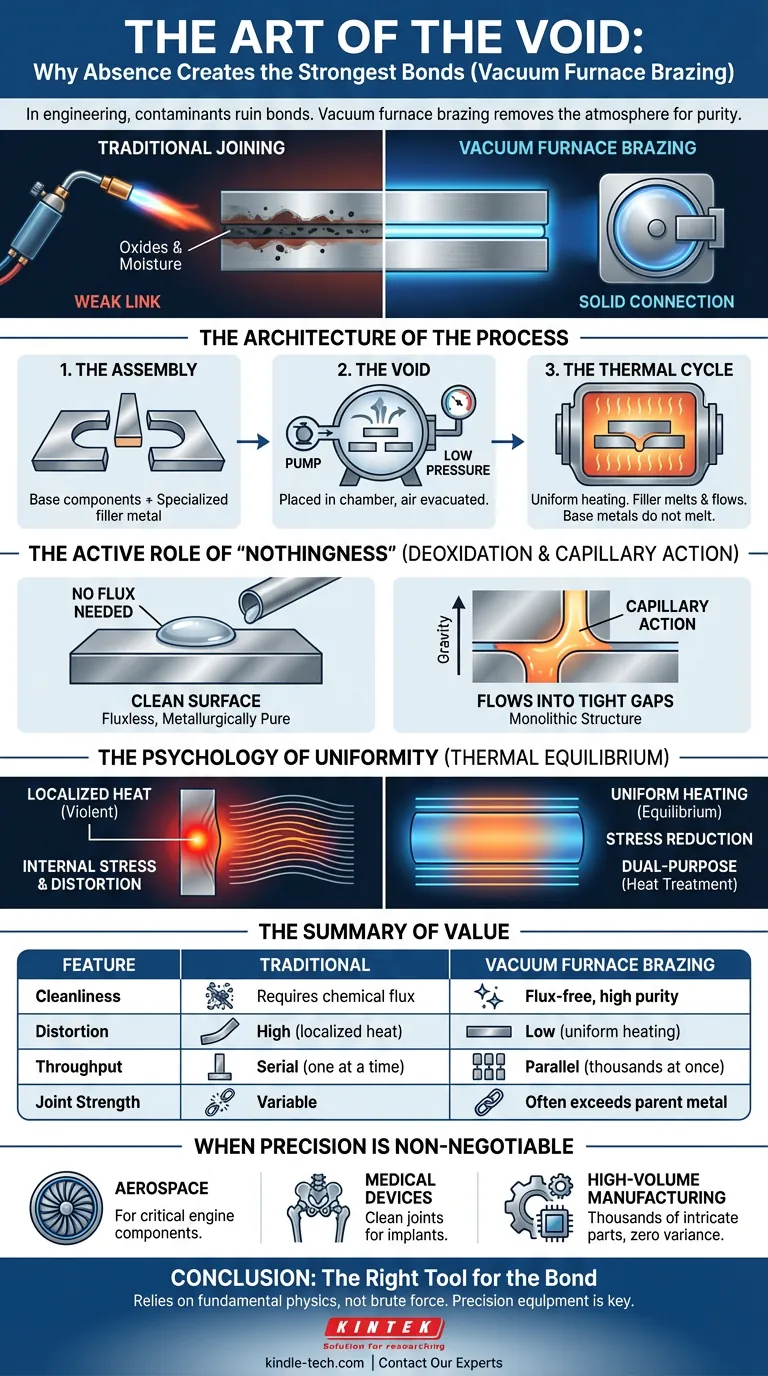
L'architecture du processus
Le brasage sous vide est d'une simplicité trompeuse dans son concept mais sophistiqué dans son exécution. C'est un processus d'assemblage de métaux de haute pureté qui crée des joints souvent plus solides que les matériaux de base eux-mêmes.
Le mécanisme repose sur trois phases distinctes :
- L'assemblage : Les composants en métal de base sont ajustés avec un métal d'apport spécialisé (un alliage à point de fusion plus bas).
- Le vide : L'assemblage est placé dans une chambre et l'air est évacué à des pressions extrêmement basses.
- Le cycle thermique : Le four chauffe l'assemblage uniformément. Le métal d'apport fond, s'écoule et se solidifie.
Contrairement au soudage, les métaux de base ne fondent jamais. Ils acceptent simplement la liaison.
Le rôle actif du « néant »
Nous avons tendance à considérer le vide comme un réglage passif — une scène vide. Dans le brasage, le vide est un participant actif.
Son rôle principal est la désoxydation.
Dans le brasage standard, vous avez besoin de flux chimiques pour nettoyer les surfaces métalliques. Le flux est salissant. Il crée des résidus. Il peut corroder la pièce plus tard s'il n'est pas parfaitement éliminé.
Dans un four sous vide, la basse pression provoque la dissociation ou l'évaporation des oxydes de surface. L'environnement lui-même nettoie le métal. Il en résulte un processus « sans flux », garantissant que le joint est métallurgiquement pur.
La puissance de l'action capillaire
Une fois l'environnement nettoyé et la température augmentée, le métal d'apport se liquéfie.
Comme le vide a éliminé la résistance des oxydes de surface, l'alliage liquide est aspiré dans les interstices les plus étroits entre les composants par capillarité.
Il s'écoule contre la gravité. Il pénètre profondément dans le joint. Il diffuse légèrement dans la structure atomique du métal de base. Lors du refroidissement, il forme une structure monolithique.
La psychologie de l'uniformité
La plupart des méthodes d'assemblage, comme le brasage à la torche ou le soudage localisé, sont violentes. Elles projettent de la chaleur sur un seul point.
Cela crée un gradient de température. Les points chauds se dilatent ; les points froids résistent. Le résultat est une contrainte interne et une déformation.
Le brasage sous vide offre un équilibre thermique.
- Chauffage uniforme : L'ensemble de l'assemblage monte en température simultanément.
- Réduction des contraintes : Comme la pièce se dilate et se contracte comme une unité, la déformation est minimisée.
- Double usage : Le cycle de chauffage peut souvent servir de traitement thermique (recuit ou trempe), économisant du temps et des coûts.
Compromis stratégiques
Chaque choix d'ingénierie a un coût. Bien que le brasage sous vide offre une qualité inégalée, ce n'est pas une solution universelle.
Il nécessite un changement d'état d'esprit, passant de la « réparation » à la « production ».
Les limitations
- Intensité capitalistique : Les fours à haut vide sont des systèmes complexes et coûteux nécessitant une exploitation qualifiée.
- La contrainte de lot : Ce n'est pas une solution rapide. Elle implique le pompage, le chauffage, le maintien en température et le refroidissement. Elle est conçue pour des lots planifiés, pas pour des réparations d'urgence ponctuelles.
- Science des matériaux : Les métaux de base doivent résister aux températures de brasage sans se dégrader.
Le résumé de la valeur
| Caractéristique | Soudage/Brasage traditionnel | Brasage sous vide |
|---|---|---|
| Propreté | Nécessite un flux chimique | Sans flux, haute pureté |
| Déformation | Élevée (chaleur localisée) | Faible (chauffage uniforme) |
| Débit | Série (un à la fois) | Parallèle (milliers de joints à la fois) |
| Résistance du joint | Variable | Dépasse souvent le métal de base |
Quand la précision est non négociable
Vous n'utilisez pas le brasage sous vide pour réparer un portail de jardin. Vous l'utilisez lorsque le coût de l'échec est catastrophique.
- Aérospatiale : Pour les aubes de turbine où les inclusions d'oxyde pourraient entraîner une défaillance du moteur.
- Dispositifs médicaux : Pour les implants où les résidus de flux pourraient provoquer un rejet biologique.
- Fabrication à haut volume : Lorsque vous devez assembler des milliers de pièces complexes simultanément avec une variance nulle.
Conclusion : L'outil adapté à la liaison
La beauté du brasage sous vide réside dans son recours à la physique fondamentale plutôt qu'à la force brute. En éliminant l'air, nous permettons au métal de faire ce qu'il veut naturellement : se lier.
Cependant, atteindre ce niveau de pureté nécessite un équipement précis.
KINTEK comprend la rigueur requise pour les laboratoires et les environnements de fabrication de haute performance. Nous sommes spécialisés dans les équipements de laboratoire et les consommables qui rendent possibles ces processus thermiques avancés.
Que vous assembliez des métaux dissemblables ou que vous augmentiez la production de composants aérospatiaux, la précision commence par la bonne configuration.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de graphitation sous vide à ultra-haute température au graphite
- Four de Frittage de Porcelaine Dentaire sous Vide
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
Articles associés
- Four de traitement thermique sous vide : principes de fonctionnement et caractéristiques
- Caractéristiques techniques et connaissances générales sur les fours de traitement thermique sous vide
- Application de la technologie du traitement thermique sous vide
- Lignes directrices pour l'achat de fours de traitement thermique sous vide
- Maîtriser le brasage en four à vide : Techniques, applications et avantages



















