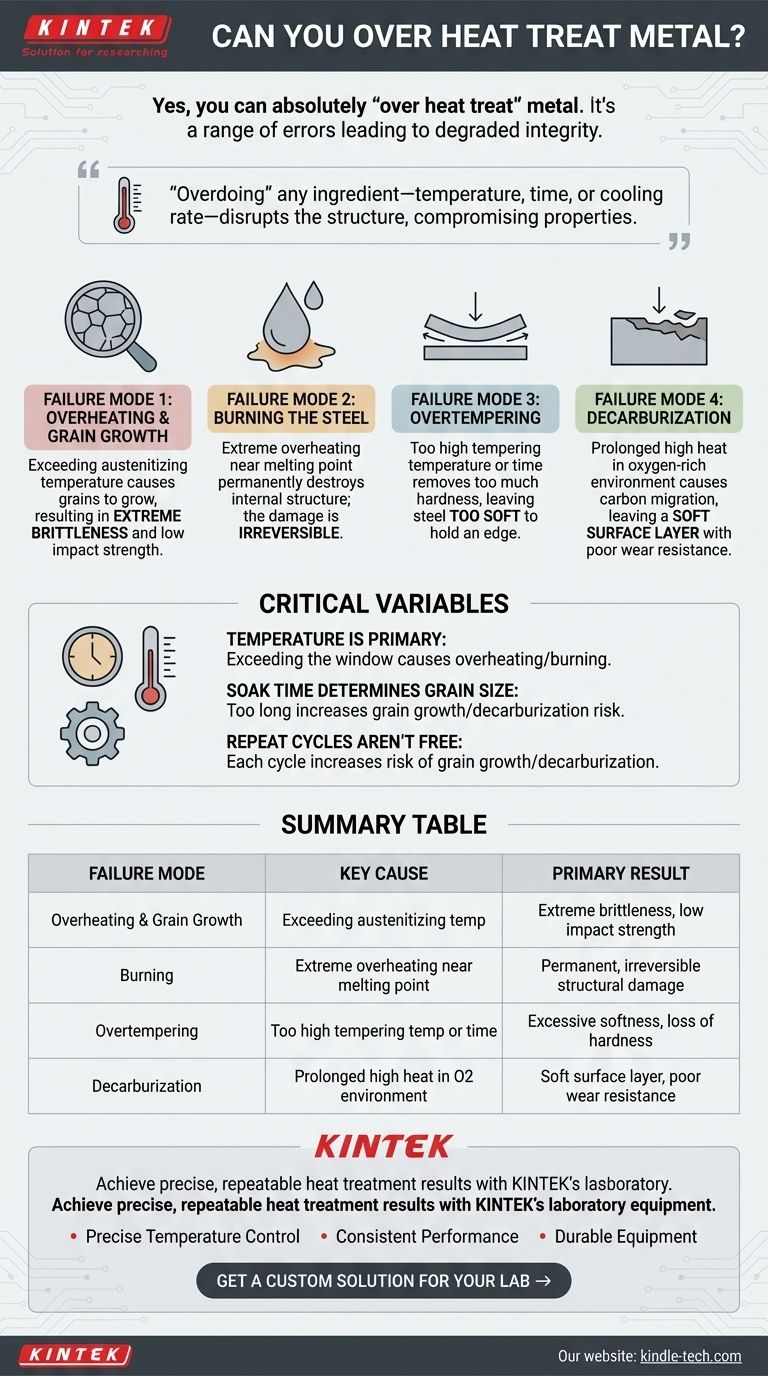
Oui, vous pouvez absolument "surchauffer" le métal. Le terme ne fait pas référence à une seule erreur, mais à une série d'erreurs où une chaleur ou un temps excessif est appliqué pendant le processus. Ces erreurs dégradent l'intégrité structurelle du métal, entraînant des résultats tels qu'une fragilité extrême, une mollesse ou une surface ruinée, rendant souvent la pièce inutilisable.
Le traitement thermique est une recette précise où la température, le temps et le taux de refroidissement sont les ingrédients clés. "Trop faire" l'un d'eux — chauffer trop haut, maintenir trop longtemps, ou même tremper trop chaud — perturbe la structure cristalline soigneusement contrôlée, compromettant les propriétés mêmes que vous visez à obtenir.

Ce que signifie réellement "surchauffer"
L'expression "surchauffé" est un terme général pour plusieurs modes de défaillance distincts. Comprendre lequel s'est produit est la clé pour diagnostiquer et prévenir le problème.
Mode de défaillance 1 : Surchauffe et grossissement du grain
Pendant la phase de durcissement, l'acier est chauffé à une température critique (la température d'austénitisation) pour transformer sa structure cristalline interne. Si vous dépassez cette température de manière significative, les "grains" microscopiques de l'acier commencent à croître et à grossir.
Des grains fins et petits créent un matériau résistant et solide. Des grains gros et grossiers créent des chemins pour que les fissures se propagent facilement, entraînant une fragilité extrême et une faible résistance aux chocs. Une pièce qui a souffert du grossissement du grain peut être très dure, mais elle se brisera comme du verre sous contrainte.
Mode de défaillance 2 : Brûlure de l'acier
C'est la forme la plus extrême de surchauffe. Si la température devient beaucoup trop élevée, approchant le point de fusion du métal, les limites entre les grains peuvent commencer à fondre et à s'oxyder.
Ce dommage est permanent et irréversible. La structure interne de l'acier est fondamentalement détruite et ne peut pas être récupérée par des cycles de traitement thermique ultérieurs. Le métal est mis au rebut.
Mode de défaillance 3 : Sur-revenu
Après qu'une pièce en acier est durcie (trempée), elle est extrêmement dure mais aussi très fragile. Le revenu est un processus de chauffage ultérieur à basse température conçu pour réduire cette fragilité et augmenter la ténacité.
Le sur-revenu se produit lorsque vous utilisez une température trop élevée pour l'étape de revenu ou que vous la maintenez à cette température trop longtemps. Ce processus supprime trop de dureté, laissant l'acier trop mou pour conserver un tranchant ou résister à l'usure.
Mode de défaillance 4 : Décarburation
Cette défaillance est fonction à la fois du temps et de l'atmosphère. Lorsque l'acier est maintenu à des températures élevées pendant des périodes prolongées dans un environnement riche en oxygène, les atomes de carbone peuvent migrer hors de la surface.
Cela laisse une "peau" douce et à faible teneur en carbone sur la pièce. Une lame avec un tranchant décarburé ne conservera jamais son affûtage, et une surface de roulement avec une couche décarburée s'usera presque instantanément.
Comprendre les compromis et les variables critiques
Éviter ces défaillances nécessite un contrôle précis des variables fondamentales du traitement thermique. De petits écarts peuvent avoir des conséquences majeures.
La température est le facteur principal
Pour tout alliage d'acier donné, il existe une fenêtre de température spécifique et souvent étroite pour le durcissement. Dépasser cette fenêtre est la cause directe de la surchauffe, du grossissement du grain et de la brûlure. L'utilisation d'un thermomètre ou d'un contrôleur de température calibré est non négociable pour des résultats cohérents.
Le temps de maintien détermine la taille du grain
Le temps de maintien est la durée pendant laquelle une pièce est maintenue à la température cible. Même si la température est correcte, la maintenir trop longtemps entraînera un grossissement du grain et augmentera le risque de décarburation. L'objectif est de la maintenir juste assez longtemps pour que toute la section transversale atteigne une température uniforme et achève sa transformation, mais pas plus longtemps.
Les cycles répétés ne sont pas un passe-droit
Bien qu'il soit parfois possible de corriger une erreur en re-traitant thermiquement (par exemple, en re-durcissant une pièce sur-revenue), chaque cycle de chauffage comporte un risque. Chaque cycle est une nouvelle occasion de grossissement du grain ou de décarburation si elle n'est pas effectuée avec précision. Ce n'est pas un processus qui peut être répété indéfiniment sans conséquences.
Comment appliquer cela à votre projet
Votre objectif détermine les variables que vous devez surveiller le plus attentivement. Utilisez ce cadre pour guider votre processus.
- Si votre objectif principal est une dureté maximale pour la résistance à l'usure : Priorisez une température d'austénitisation précise et une trempe rapide et efficace ; la surchauffe ne fera que rendre l'acier cassant, pas plus dur.
- Si votre objectif principal est la ténacité et la résistance aux chocs : Évitez le grossissement du grain à tout prix en ne dépassant jamais la température recommandée et en minimisant votre temps de maintien.
- Si vous soupçonnez d'avoir fait une erreur : Diagnostiquez d'abord la défaillance — la pièce est-elle trop fragile (probablement surchauffée) ou trop molle (probablement sur-revenue ou décarburée) ? Cela vous indique quelle étape de la recette a mal tourné.
- Si vous visez un équilibre spécifique de propriétés : Suivez exactement la fiche technique de traitement thermique du fabricant de l'alliage, car c'est la "recette" conçue pour atteindre cet équilibre.
Comprendre ces modes de défaillance transforme le traitement thermique d'un risque en un processus fiable et contrôlable.
Tableau récapitulatif :
| Mode de défaillance | Cause principale | Résultat principal |
|---|---|---|
| Surchauffe & Grossissement du grain | Dépassement de la température d'austénitisation | Fragilité extrême, faible résistance aux chocs |
| Brûlure | Surchauffe extrême près du point de fusion | Dommage structurel permanent, irréversible |
| Sur-revenu | Température ou temps de revenu trop élevés | Mollesse excessive, perte de dureté |
| Décarburation | Chaleur élevée prolongée dans un environnement riche en oxygène | Couche de surface molle, faible résistance à l'usure |
Obtenez des résultats de traitement thermique précis et reproductibles avec l'équipement de laboratoire de KINTEK.
Que vous travailliez en R&D, en contrôle qualité ou en production, nos fours, contrôleurs de température et consommables offrent la précision et la fiabilité nécessaires pour éviter la surchauffe, le grossissement du grain et la décarburation.
Nous servons les laboratoires et les fabricants qui exigent :
- Un contrôle précis de la température : Éliminez le risque de surchauffe et de brûlure.
- Des performances constantes : Assurez des résultats uniformes lot après lot.
- Un équipement durable : Conçu pour les rigueurs du traitement thermique quotidien des métaux.
Contactez-nous dès aujourd'hui pour discuter de votre application spécifique et laissez nos experts vous aider à sélectionner l'équipement adapté à vos besoins.
Obtenez une solution personnalisée pour votre laboratoire →
Guide Visuel