Pour rendre un métal plus résistant, il faut le chauffer à une température critique spécifique, puis le refroidir très rapidement. Ce processus, connu sous le nom de trempe et de refroidissement rapide (quenching), modifie fondamentalement la structure cristalline interne du métal, la figeant dans un état beaucoup plus dur et plus résistant à l'usure. Il est suivi d'un chauffage à plus basse température appelé revenu pour réduire la fragilité créée par le refroidissement rapide.
Le principe fondamental du renforcement des métaux par traitement thermique n'est pas seulement une question de chauffage et de refroidissement ; il s'agit de manipuler précisément la microstructure interne du métal pour obtenir un nouvel équilibre de propriétés, échangeant généralement la flexibilité contre une augmentation significative de la dureté et de la résistance.

Le Principe : Changer la Structure Cristalline
Pour comprendre comment fonctionne le traitement thermique, vous devez considérer le métal non pas comme un bloc solide, mais comme une structure étroitement emballée de cristaux microscopiques. La taille, la forme et l'agencement de ces cristaux — sa microstructure — déterminent ses propriétés physiques.
Qu'est-ce qu'une Microstructure ?
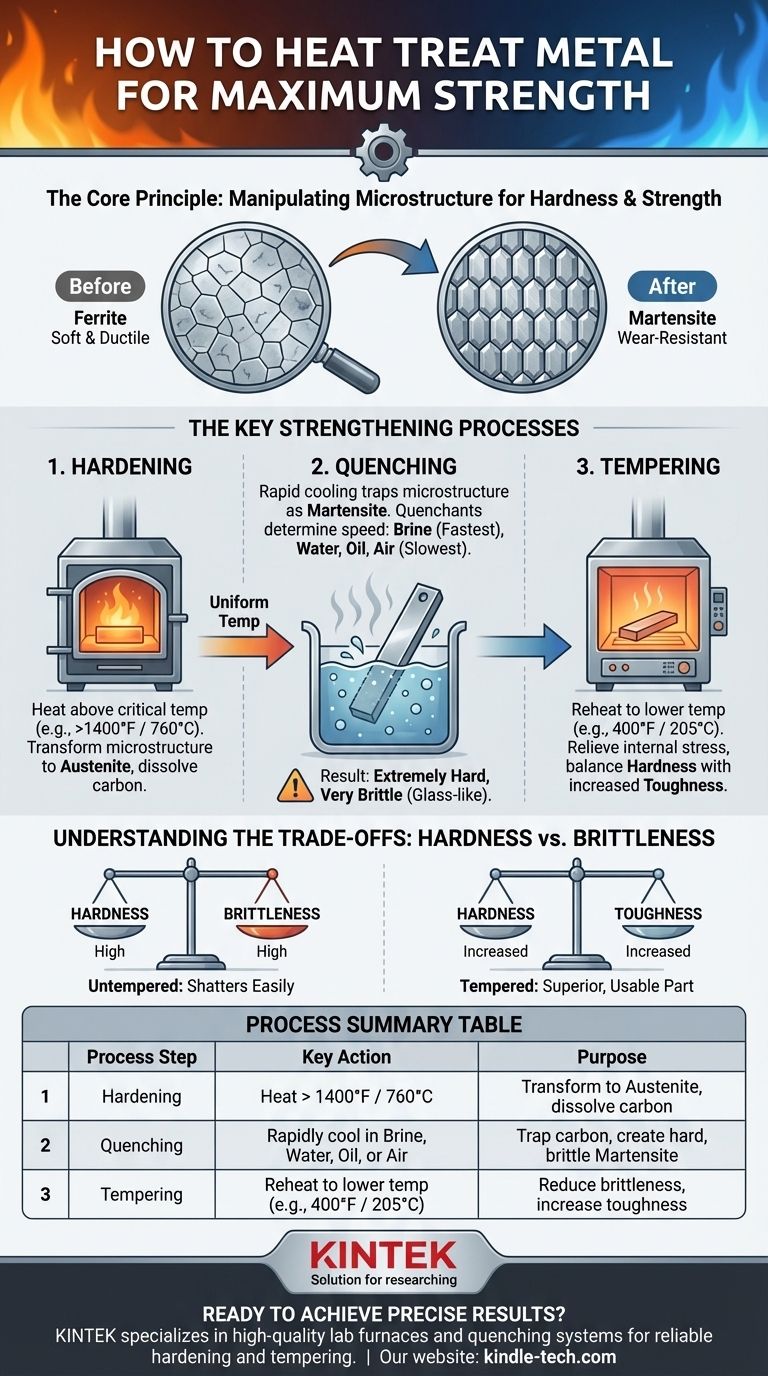
À température ambiante, les cristaux de l'acier au carbone (appelés ferrite) sont disposés dans une structure relativement ouverte et faible. Cela rend le métal ductile et facile à travailler.
Le Rôle de la Chaleur
Lorsque vous chauffez l'acier au-dessus d'une température critique (généralement au-dessus de 1400 °F ou 760 °C), les cristaux se réorganisent en une nouvelle structure plus dense appelée austénite. Cette nouvelle structure a la capacité unique de dissoudre les atomes de carbone à l'intérieur de l'acier.
Le Rôle Critique du Refroidissement
Si vous refroidissez l'acier lentement, les cristaux reviendront simplement à leur état mou d'origine.
Cependant, si vous le refroidissez extrêmement vite — un processus appelé trempe (quenching) — les atomes de carbone sont piégés. Les cristaux n'ont pas le temps de revenir à leur forme molle et sont plutôt forcés d'adopter une nouvelle structure très tendue et très dure appelée martensite. Cette structure martensitique est ce qui confère à l'acier trempé sa résistance et sa résistance à l'usure.
Les Processus Clés de Renforcement
L'ensemble de la séquence de chauffage, de refroidissement rapide et de revenu subséquent est essentiel. Sauter une étape entraîne un traitement raté.
Étape 1 : Trempe (Hardening)
C'est le processus de chauffage du métal dans la plage de température de l'austénite et de maintien à cette température suffisamment longtemps pour que toute la pièce atteigne une température uniforme. La température et le temps spécifiques dépendent entièrement du type d'alliage métallique.
Étape 2 : Refroidissement Rapide (Quenching)
Le refroidissement rapide est le refroidissement rapide qui piège la microstructure dans son état martensitique durci. La vitesse de refroidissement est critique.
Différents liquides, ou agents de trempe (quenchants), refroidissent à des vitesses différentes. Les agents de trempe courants comprennent la saumure (le plus rapide), l'eau (rapide), l'huile (plus lente) et l'air (le plus lent), chacun étant utilisé pour différents types d'acier et les résultats souhaités.
Étape 3 : Revenu (Tempering)
Immédiatement après le refroidissement rapide, le métal est extrêmement dur mais aussi très fragile, comme du verre. Une pièce non revenue peut se briser si elle tombe ou est frappée.
Le revenu est une étape de suivi obligatoire. Il consiste à réchauffer la pièce à une température beaucoup plus basse (par exemple, 400 °F ou 205 °C) pour soulager la contrainte interne due au refroidissement rapide. Ce processus réduit légèrement la dureté globale mais augmente considérablement la ténacité du métal, le rendant utilisable.
Comprendre les Compromis : Dureté vs Fragilité
Le traitement thermique ne vise jamais une seule propriété isolément. C'est toujours un exercice d'équilibre.
Le Spectre Dureté-Fragilité
Le principal compromis dans le renforcement de l'acier se situe entre la dureté et la ténacité. Plus vous rendez l'acier dur par refroidissement rapide, plus il devient fragile.
Pensez à un couteau en céramique : il possède un tranchant incroyablement dur qui reste affûté, mais il s'ébrèchera ou se brisera si vous le laissez tomber. Un couteau à beurre plus mou se pliera mais ne cassera pas. L'acier trempé se situe sur ce même spectre.
Pourquoi le Revenu est Non Négociable
Le revenu vous permet de régler l'équilibre exact dont vous avez besoin. Des températures de revenu plus élevées entraînent moins de dureté mais plus de ténacité. Des températures de revenu plus basses conservent plus de dureté tout en ajoutant juste assez de ténacité pour éviter la rupture.
Pour cette raison, une pièce correctement trempée et revenue est presque toujours supérieure à une pièce qui n'a subi qu'un refroidissement rapide.
Clarification des Autres Traitements Thermiques
Les termes utilisés dans le traitement thermique peuvent prêter à confusion. Alors que la trempe renforce le métal, d'autres processus courants sont conçus pour l'adoucir pour différentes raisons.
Qu'en est-il du Recuit (Annealing) ?
Le recuit (Annealing) est l'opposé de la trempe. Il implique de chauffer le métal puis de le refroidir très lentement. Ce processus crée un état très doux, ductile et sans contrainte, idéal pour faciliter l'usinage ou la mise en forme du métal.
Qu'en est-il de la Relaxation des Contraintes (Stress Relieving) ?
Il s'agit d'un processus à plus basse température utilisé pour éliminer les contraintes internes causées par des processus de fabrication tels que le soudage ou l'usinage intensif. Il ne modifie pas significativement la dureté du métal, mais empêche la déformation ou la fissuration au fil du temps.
Faire le Bon Choix pour Votre Objectif
Le processus de traitement thermique correct est dicté entièrement par l'application finale de la pièce métallique.
- Si votre objectif principal est une dureté et une résistance à l'usure maximales (par exemple, un outil de coupe ou une lime) : Vous devez effectuer un cycle complet de trempe et de refroidissement rapide, suivi d'un revenu à très basse température pour soulager uniquement la fragilité la plus extrême.
- Si votre objectif principal est une résistance et une ténacité équilibrées (par exemple, une tête de marteau ou de hache) : Vous utiliserez un cycle complet de trempe et de refroidissement rapide, suivi d'un revenu à plus haute température pour échanger une partie de la dureté contre une résistance aux chocs significative.
- Si votre objectif principal est de préparer le métal à l'usinage ou au façonnage : Vous utiliserez le recuit pour rendre le métal aussi doux et sans contrainte que possible avant toute tentative de trempe.
En comprenant ces processus fondamentaux, vous pouvez contrôler la structure interne du métal pour obtenir les propriétés précises que votre projet exige.
Tableau Récapitulatif :
| Étape du Processus | Action Clé | Objectif |
|---|---|---|
| Trempe (Hardening) | Chauffer au-dessus de la température critique (ex : >1400°F / 760°C) | Transformer la microstructure en austénite pour dissoudre le carbone. |
| Refroidissement Rapide (Quenching) | Refroidir rapidement dans de la saumure, de l'eau, de l'huile ou de l'air | Piéger le carbone, créant une structure martensitique dure et fragile. |
| Revenu (Tempering) | Réchauffer à une température plus basse (ex : 400°F / 205°C) | Réduire la fragilité en augmentant la ténacité pour une pièce utilisable. |
Prêt à obtenir des résultats de traitement thermique précis dans votre laboratoire ? Le bon équipement est essentiel pour contrôler la température et les vitesses de refroidissement rapide. KINTEK est spécialisée dans les fours de laboratoire et les systèmes de refroidissement rapide de haute qualité conçus pour des processus de trempe et de revenu fiables. Que vous développiez des outils de coupe ou des composants nécessitant une résistance et une ténacité équilibrées, nos solutions garantissent des résultats reproductibles. Contactez nos experts dès aujourd'hui pour trouver l'équipement de traitement thermique parfait pour vos besoins spécifiques en métallurgie !
Guide Visuel
Produits associés
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de traitement thermique sous vide au molybdène
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique sous vide graphite 2200 ℃
Les gens demandent aussi
- Quels matériaux sont utilisés dans un four sous vide ? Choisir la bonne zone chaude pour votre processus
- Pourquoi utiliser le traitement thermique sous vide ? Obtenez des composants métalliques impeccables et haute performance
- Quelle est l'épaisseur standard du placage ? Optimiser la durabilité, la corrosion et le coût
- Quels matériaux sont utilisés dans un four sous vide ? Un guide sur les matériaux de zone chaude et les métaux traités
- À quoi sert un four sous vide ? Atteignez la pureté dans le traitement à haute température



















