Le « meilleur » traitement thermique pour l'acier est celui qui permet d'obtenir les propriétés mécaniques spécifiques requises pour l'application finale d'une pièce. Il n'existe pas de processus universel unique ; le traitement thermique est plutôt un outil précis utilisé pour rendre l'acier plus dur, plus tendre ou plus stable, en fonction entièrement de l'objectif final et du type d'acier utilisé.
Le principe fondamental du traitement thermique n'est pas de trouver une seule méthode « optimale », mais de comprendre votre objectif. Le processus correct est une fonction du résultat souhaité — qu'il s'agisse d'une dureté extrême pour un outil de coupe, d'une ductilité pour une pièce emboutie ou d'une stabilité interne pour un cadre soudé.

Les trois objectifs principaux du traitement thermique
Considérez le traitement thermique non pas comme un seul processus, mais comme une boîte à outils pour modifier l'acier. Les principaux processus peuvent être regroupés en trois catégories distinctes en fonction de leur résultat prévu.
Objectif 1 : Durcir l'acier
Les processus de durcissement augmentent la résistance et la résistance à l'usure, mais généralement au détriment d'une ductilité réduite.
La trempe est la pierre angulaire du durcissement. Elle consiste à chauffer l'acier à une température élevée (dans la plage austénitique), puis à le refroidir avec une extrême rapidité.
Ce refroidissement rapide piège les atomes de carbone, formant une structure cristalline très dure et cassante appelée martensite. La vitesse de trempe est critique, et différents liquides (appelés trempants) comme l'eau, la saumure, l'huile ou même l'air forcé sont utilisés pour contrôler la vitesse de refroidissement.
Le revenu est une étape de suivi essentielle après la trempe. Une pièce fraîchement trempée est souvent trop cassante pour une utilisation pratique. Le revenu implique de réchauffer la pièce à une température plus basse et précisément contrôlée pour soulager une partie des contraintes internes et restaurer un certain degré de ténacité. Plus la température de revenu est élevée, plus l'acier devient tendre et tenace.
Objectif 2 : Ramollir l'acier
Dans de nombreux cas, l'objectif est de rendre l'acier plus tendre, plus ductile et plus facile à travailler.
Le recuit est le principal processus d'adoucissement. Il consiste à chauffer l'acier à une température spécifique, à le maintenir à cette température, puis à le refroidir très lentement, souvent en le laissant dans le four pour refroidir pendant la nuit.
Ce refroidissement lent permet à la structure interne de se reformer dans son état le plus doux possible. Le recuit est couramment utilisé pour améliorer l'usinabilité, préparer une pièce à une déformation plastique étendue (comme l'emboutissage ou l'étirage) ou soulager les contraintes dues aux travaux antérieurs.
La normalisation est un processus connexe où l'acier est chauffé à une température similaire à celle du recuit, mais est ensuite refroidi à l'air calme. Cette vitesse de refroidissement plus rapide produit un matériau plus dur et plus résistant que le recuit, mais plus tendre que la trempe. Elle est principalement utilisée pour affiner la structure du grain et créer un matériau plus uniforme et prévisible.
Objectif 3 : Soulager les contraintes internes
Les processus de fabrication tels que le soudage, l'usinage et la déformation à froid introduisent des contraintes internes importantes dans les pièces en acier.
Le soulagement des contraintes est un processus à basse température conçu pour réduire ces contraintes internes sans modifier de manière significative les propriétés mécaniques fondamentales. La pièce est chauffée à une température inférieure à son point de transformation critique et maintenue là suffisamment longtemps pour que les contraintes se relâchent. Ceci est crucial pour améliorer la stabilité dimensionnelle et réduire le risque de défaillance prématurée.
Facteurs clés déterminant le « meilleur » traitement
Le choix du processus approprié dépend de la mise en balance de trois facteurs critiques : la chimie de l'acier, les propriétés finales souhaitées et la forme physique de la pièce.
Composition de l'acier (Le rôle du carbone)
La quantité de carbone dans l'acier est le facteur le plus important pour le durcissement.
Les aciers à haute teneur en carbone (plus de ~0,40 % de C) réagissent très bien à la trempe et au revenu, ce qui leur permet d'atteindre des niveaux de dureté élevés adaptés aux outils et aux ressorts.
Les aciers à faible teneur en carbone (moins de ~0,30 % de C) ne contiennent pas suffisamment de carbone pour former une martensite significative. Ils ne peuvent pas être durcis de manière significative par trempe conventionnelle. Ces aciers nécessitent souvent des méthodes de durcissement de surface comme la carburation si une surface dure est nécessaire.
Propriétés mécaniques souhaitées
Vous devez définir votre priorité. Optimisez-vous pour la dureté ou la ténacité ? Vous pouvez rarement avoir le maximum des deux.
Pensez-y comme à un spectre : un couteau en céramique est extrêmement dur (résistance élevée à l'usure) mais se brise s'il tombe (cassant, faible ténacité). Un fil de cuivre mou n'est pas du tout dur, mais il est très ductile et tenace. Le traitement thermique vous permet de placer votre acier au point précis dont vous avez besoin sur ce spectre.
Géométrie et taille de la pièce
Les sections épaisses refroidissent beaucoup plus lentement que les sections minces pendant une trempe. Un traitement qui durcit avec succès une feuille mince peut ne pas réussir à durcir le cœur d'un bloc épais, une propriété connue sous le nom d'hardenabilité. Les formes complexes avec des coins vifs sont également plus sujettes à la déformation et à la fissuration lors d'un refroidissement rapide.
Comprendre les compromis
Chaque processus de traitement thermique implique des compromis. Les comprendre est essentiel pour éviter des défaillances coûteuses.
La fragilité inhérente de la dureté
La recherche de la dureté maximale par trempe crée toujours une fragilité extrême. Pour presque toutes les applications, le revenu n'est pas une étape facultative ; c'est un processus obligatoire pour transformer une pièce cassante et inutilisable en un composant solide et tenace.
Le risque de déformation et de fissuration
Le chauffage et le refroidissement rapides créent d'énormes gradients thermiques et des contraintes internes. Cela peut provoquer la déformation des pièces hors tolérance ou, dans les cas graves, leur fissuration pendant la trempe. Ce risque est le plus élevé pour les pièces complexes, celles présentant des coins internes vifs ou celles ayant des changements d'épaisseur importants.
Considérations de coût et de temps
Les processus ne sont pas égaux en termes de coût. Un recuit complet nécessite que le four soit occupé pendant de nombreuses heures pendant la phase de refroidissement lent, consommant ainsi beaucoup d'énergie. La trempe et le revenu nécessitent une manipulation prudente et un contrôle précis de la température. Un simple cycle de soulagement des contraintes est souvent plus rapide et moins coûteux.
Faire le bon choix pour votre application
Utilisez votre objectif principal pour guider votre décision.
- Si votre objectif principal est la dureté et la résistance à l'usure maximales (outils, couteaux, roulements) : Votre processus est la trempe pour créer la dureté, immédiatement suivie d'un revenu à basse température pour réduire la fragilité.
- Si votre objectif principal est la ductilité et l'usinabilité maximales (pièces pour l'emboutissage, le formage ou le pré-usinage) : Votre processus est un recuit complet pour atteindre l'état le plus doux possible.
- Si votre objectif principal est une structure uniforme et affinée avec une bonne résistance et ténacité (arbres, engrenages, pièces forgées) : Votre processus est la normalisation, ou une trempe suivie d'un revenu à température plus élevée.
- Si votre objectif principal est la stabilité dimensionnelle après soudage ou usinage intensif : Votre processus est un cycle de soulagement des contraintes à basse température.
En définissant d'abord votre objectif, vous pouvez sélectionner le traitement thermique correct pour obtenir les propriétés de l'acier exactes que votre projet exige.
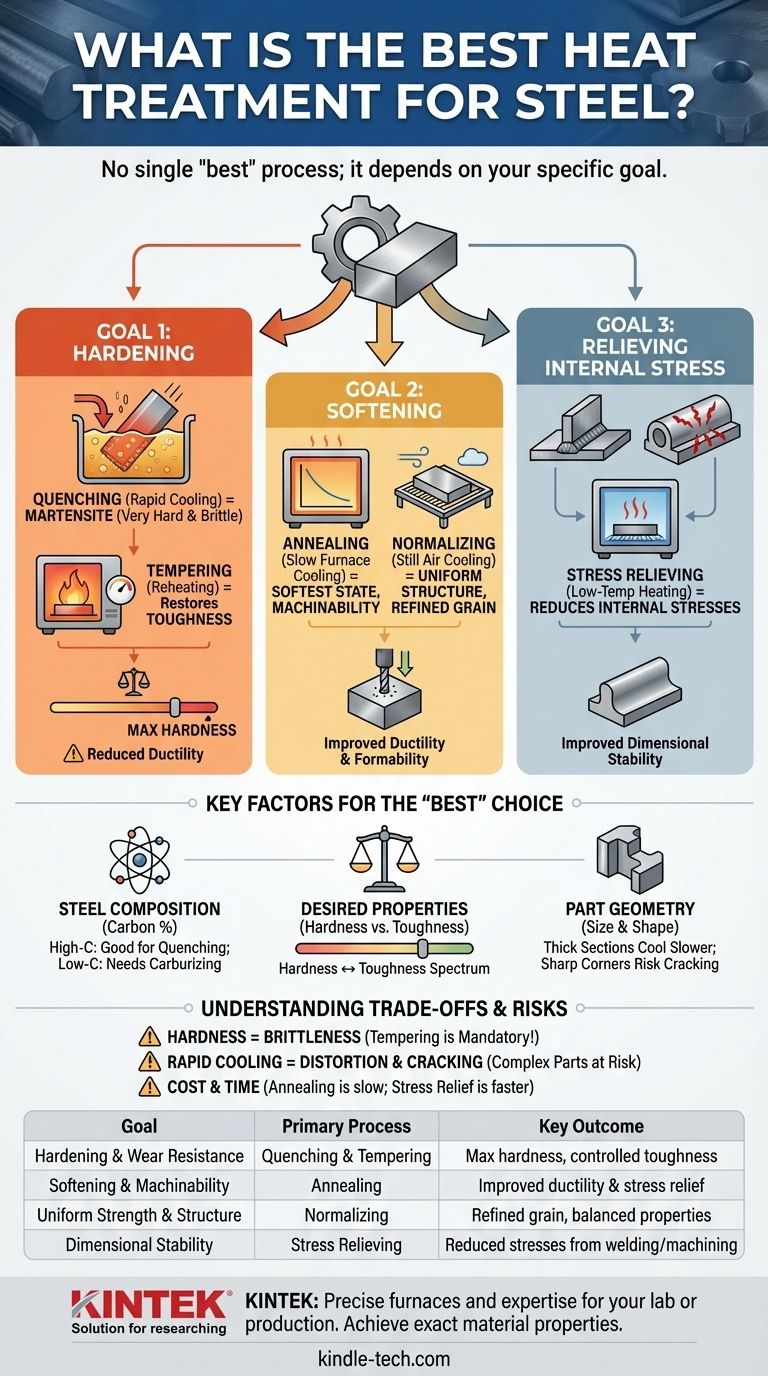
Tableau récapitulatif :
| Objectif | Processus principal | Résultat clé |
|---|---|---|
| Durcissement et résistance à l'usure | Trempe et revenu | Dureté maximale avec ténacité contrôlée |
| Ramollissement et usinabilité | Recuit | Ductilité améliorée et soulagement des contraintes |
| Force et structure uniformes | Normalisation | Structure de grain affinée et propriétés équilibrées |
| Stabilité dimensionnelle | Soulagement des contraintes | Contraintes internes réduites dues au soudage ou à l'usinage |
Besoin de solutions de traitement thermique précises pour votre laboratoire ou votre production ? KINTEK est spécialisé dans les équipements et consommables de laboratoire, fournissant des fours fiables et une expertise pour le recuit, la trempe, le revenu et plus encore. Laissez-nous vous aider à obtenir les propriétés de matériau exactes que votre projet exige — contactez nos experts dès aujourd'hui pour une solution sur mesure !
Guide Visuel
Produits associés
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four à atmosphère contrôlée de 1400℃ avec atmosphère d'azote et inerte
- Four à atmosphère contrôlée 1200℃, four à atmosphère inerte à l’azote
- Four de traitement thermique sous vide graphite 2200 ℃
- Four à atmosphère contrôlée 1700℃ Four à atmosphère inerte d'azote
Les gens demandent aussi
- Comment le système de pression d'un four de pressage à chaud sous vide affecte-t-il les alliages Cu-18Ni-2W ? Amélioration de la densité et des performances
- Quels sont les avantages d'un four à pressage à chaud sous vide pour le W-50%Cu ? Atteindre une densité de 99,6 % à des températures plus basses
- Pourquoi un système de contrôle de température de haute précision dans un four de pressage à chaud sous vide est-il essentiel ? Synthèse parfaite de Cu-Ti3SiC2
- Quel rôle joue un four de frittage sous vide par induction dans le frittage ? Atteindre une densité de 98 % dans les blocs de carbure
- Quel rôle l'environnement de vide poussé joue-t-il dans le frittage des composites film de graphite/aluminium ? Optimisez votre assemblage



















