La température pour le brasage du cuivre n'est pas une valeur unique ; elle est entièrement déterminée par l'alliage de métal d'apport spécifique que vous utilisez. Le processus de brasage se déroule à des températures supérieures à 450°C (840°F), mais la température cible exacte est toujours une plage légèrement supérieure au point de fusion complet (liquidus) de la baguette de brasage choisie.
Le principe fondamental est simple : vous devez chauffer le cuivre suffisamment pour qu'il fasse fondre l'alliage de brasage, permettant à l'alliage d'être aspiré dans le joint. Par conséquent, la température correcte est dictée par l'alliage, et non par le cuivre lui-même.

Pourquoi l'alliage d'apport dicte la température
Pour réaliser un joint brasé solide, vous devez comprendre que le brasage est un processus d'adhésion, et non de fusion. Vous ne faites pas fondre le cuivre ; vous l'utilisez comme substrat chaud pour faire fondre un métal d'apport qui colle les pièces ensemble.
La définition du brasage
Le brasage est un processus d'assemblage de métaux où un métal d'apport est chauffé au-dessus de son point de fusion et distribué entre deux ou plusieurs pièces ajustées par action capillaire. La distinction clé est que le métal d'apport a un point de fusion inférieur à celui du métal de base (le cuivre).
Selon la définition de l'industrie, le brasage se produit à des températures supérieures à 450°C (840°F). Tout processus en dessous de cette température est techniquement considéré comme du soudage à l'étain (brasage tendre).
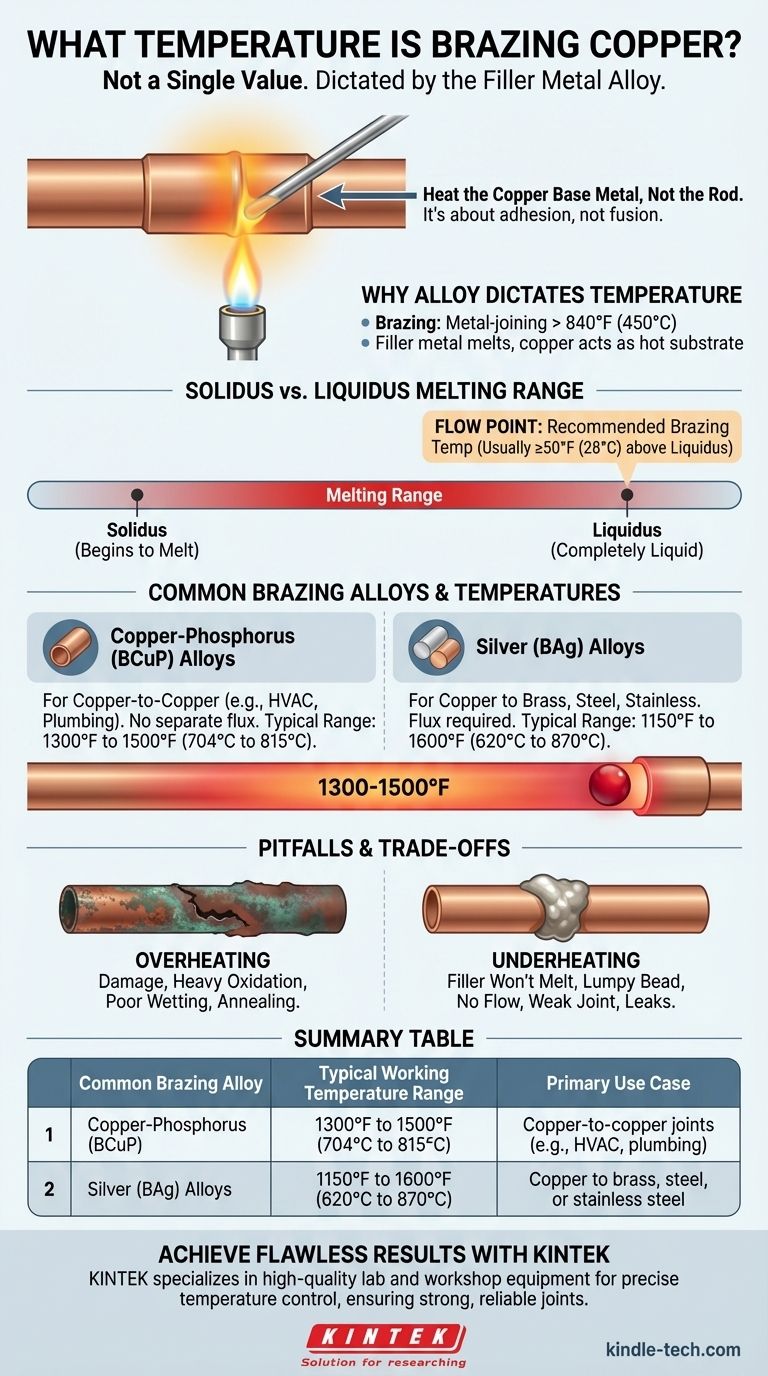
Solidus vs. Liquidus : La plage de fusion
Les alliages de brasage ne fondent pas à un seul point. Ils fondent sur une plage de températures.
- Solidus : La température à laquelle l'alliage commence à fondre.
- Liquidus : La température à laquelle l'alliage devient complètement liquide.
Pour un brasage réussi, vous devez chauffer le métal de base au-dessus de la température de liquidus de votre alliage d'apport.
La règle empirique du "point d'écoulement"
Une règle essentielle est de chauffer le cuivre jusqu'au "point d'écoulement" de l'alliage, qui est la température de brasage recommandée. C'est généralement au moins 28°C (50°F) au-dessus de la température de liquidus de l'alliage.
Cette chaleur supplémentaire garantit que l'alliage reste entièrement liquide lorsqu'il s'écoule dans le joint, créant une liaison complète, solide et étanche. Vous pouvez toujours trouver cette plage de température recommandée sur la fiche technique (TDS) du fabricant pour la baguette de brasage spécifique.
Alliages de brasage courants et leurs températures
Bien que vous deviez toujours vérifier la fiche technique de votre alliage spécifique, la plupart des brasages de cuivre se répartissent en deux catégories courantes.
Alliages Cuivre-Phosphore (BCuP)
Ce sont les alliages les plus courants pour assembler le cuivre au cuivre, en particulier dans le CVC et la plomberie. Le phosphore agit comme un agent décapant, donc aucun décapant séparé n'est nécessaire pour les joints cuivre-cuivre.
Leur plage de température de travail typique est de 704°C à 815°C (1300°F à 1500°F).
Alliages d'argent (BAg)
Souvent appelés "soudures à l'argent" (bien que techniquement un alliage de brasage), ceux-ci contiennent de l'argent et sont utilisés pour des joints à plus haute résistance ou pour assembler du cuivre à d'autres métaux comme le laiton, l'acier ou l'acier inoxydable. Un décapant séparé est presque toujours nécessaire.
Leurs températures de travail varient considérablement en fonction de la teneur en argent, mais se situent souvent dans la plage de 620°C à 870°C (1150°F à 1600°F).
Comprendre les compromis et les pièges
Atteindre la bonne température est un exercice d'équilibre. Trop ou trop peu de chaleur compromettra l'intégrité de votre joint.
Le danger de la surchauffe
Si vous appliquez trop de chaleur, vous pouvez endommager le cuivre. La surface s'oxydera fortement, ce qui peut empêcher l'alliage d'apport de mouiller et de se lier correctement.
Une surchauffe extrême peut également recuire le cuivre, le rendant mou et faible, ou dans le pire des cas, même faire fondre le tuyau de cuivre lui-même.
Le problème du sous-chauffage
Une chaleur insuffisante est la cause la plus fréquente des joints brasés défectueux. Si le cuivre n'est pas assez chaud, l'alliage d'apport ne fondra pas et ne s'écoulera pas correctement par action capillaire.
Il en résulte un cordon épais et grumeleux qui repose sur la surface du joint au lieu d'être aspiré à l'intérieur. Le joint n'aura aucune résistance et fuira certainement.
Le rôle critique du contrôle de la chaleur
N'oubliez pas de chauffer le métal de base, pas la baguette d'apport. L'objectif est d'amener le tuyau et le raccord en cuivre à température. Vous touchez ensuite la baguette au joint chaud, et la chaleur du cuivre devrait faire fondre l'alliage instantanément, l'aspirant dans l'espace.
Faire le bon choix pour votre objectif
Votre succès dépend de l'adéquation de votre chaleur, de votre alliage et de votre technique au travail spécifique.
- Si votre objectif principal est un joint cuivre-cuivre standard (comme dans le CVC) : Utilisez un alliage BCuP et visez une lueur rouge cerise sur le cuivre, ce qui correspond à la plage de 700-815°C (1300-1500°F).
- Si votre objectif principal est d'assembler du cuivre au laiton ou à l'acier : Sélectionnez un alliage d'argent BAg avec le décapant approprié et consultez sa fiche technique pour la température de travail précise.
- Si votre objectif principal est l'intégrité absolue du joint : Localisez toujours la fiche technique de votre alliage de brasage spécifique et suivez précisément sa plage de température recommandée.
En fin de compte, connaître votre matériau est la clé pour maîtriser le processus de brasage.
Tableau récapitulatif :
| Alliage de brasage courant | Plage de température de travail typique | Cas d'utilisation principal |
|---|---|---|
| Cuivre-Phosphore (BCuP) | 704°C à 815°C (1300°F à 1500°F) | Joints cuivre-cuivre (par exemple, CVC, plomberie) |
| Alliages d'argent (BAg) | 620°C à 870°C (1150°F à 1600°F) | Cuivre au laiton, à l'acier ou à l'acier inoxydable |
Obtenez des résultats de brasage impeccables avec le bon équipement
Maîtriser le brasage du cuivre exige un contrôle précis de la température. Que vous travailliez dans le CVC, la plomberie ou la fabrication de pointe, disposer des bons outils est essentiel pour créer des joints solides et fiables.
KINTEK est spécialisé dans les équipements de laboratoire et d'atelier de haute qualité, y compris les fours à température contrôlée et les solutions de chauffage qui fournissent la chaleur uniforme et constante nécessaire à des résultats de brasage parfaits. Nos produits aident les techniciens et les ingénieurs à éviter les pièges de la surchauffe et du sous-chauffage, garantissant l'intégrité des joints à chaque fois.
Laissez-nous vous aider à améliorer votre processus de brasage. Contactez nos experts dès aujourd'hui pour trouver la solution de chauffage parfaite pour votre alliage et vos besoins d'application spécifiques.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Mousse de cuivre
- Creuset et bateau d'évaporation en cuivre sans oxygène pour revêtement par évaporation par faisceau d'électrons
- Four à moufle haute température pour déliantage et pré-frittage en laboratoire
- Feuille de métal expansé cuivre-nickel
Les gens demandent aussi
- Comment braser un four ? Un guide pour l'assemblage métallique de précision et à grand volume
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés
- Le brasage peut-il être utilisé pour les métaux ferreux ? Oui, et voici comment assurer un joint solide.
- Quel est le coût d'un four de brasage sous vide ? Un guide des facteurs clés et de la stratégie d'investissement
- Comment fonctionne un four de brasage sous vide ? Obtenez un assemblage métallique supérieur, sans flux.





