
La Variable Cachée en Métallurgie
Dans l'ingénierie à enjeux élevés, nous sommes souvent obsédés par les variables visibles : la température du four, la durée du cycle et la nuance de l'alliage.
Mais il existe une variable cachée qui dicte le succès ou l'échec de l'ensemble du processus : L'Atmosphère.
Lorsque vous chauffez une pièce métallique dans un four conventionnel, vous vous engagez en fait dans une guerre chimique. L'oxygène de l'air attaque la surface du métal chauffé. Les courants de convection créant la chaleur introduisent de la turbulence. Le résultat est souvent une pièce solide mais marquée – écailleuse, décolorée et sous contrainte interne.
Pour la fabrication de base, cela est acceptable. Pour les applications critiques – aérospatiale, dispositifs médicaux et outillage de haute précision – c'est un pari que vous ne pouvez pas vous permettre de prendre.
Le traitement thermique sous vide est la réponse d'ingénierie à ce chaos. C'est une philosophie de soustraction. En éliminant l'air, nous éliminons le bruit, ne laissant que l'interaction pure entre l'énergie et la matière.
La Physique de l'Isolement
La différence fondamentale entre le traitement sous vide et les méthodes traditionnelles n'est pas la chaleur elle-même, mais le *milieu* dans lequel la chaleur se déplace.
Dans un four standard, la chaleur se déplace par convection – l'air chaud soufflant sur le métal. C'est efficace, mais inégal. Cela crée des points chauds. Cela alimente l'oxydation.
Un four sous vide change les règles du jeu :
- L'Évacuation : Avant même qu'un degré de chaleur ne soit appliqué, de puissantes pompes éliminent l'atmosphère, créant un vide quasi parfait. Les agents réactifs – oxygène, azote, vapeur d'eau – ont disparu.
- Pureté Radiante : Sans air pour transporter les courants de convection, la chaleur est transférée uniquement par rayonnement. Des éléments en graphite ou en céramique diffusent l'énergie thermique directement dans la pièce.
- Uniformité : Comme le rayonnement est à vue directe et hautement contrôlable, la pièce chauffe uniformément. Les sections minces et les noyaux épais atteignent l'équilibre ensemble, réduisant la lutte interne qui provoque la déformation.
Le Problème du Refroidissement Violent
Le danger ne s'arrête pas lorsque le chauffage cesse. La phase de refroidissement, ou trempe, est souvent là où les pièces sont ruinées.
La trempe classique consiste à plonger du métal incandescent dans de l'huile ou de l'eau. C'est un choc thermique violent. Il bloque la dureté, mais souvent au détriment de la stabilité dimensionnelle. Les pièces se tordent. Elles se courbent. Elles se déforment.
Les fours sous vide remplacent cette violence par la précision. Au lieu d'un bain liquide, la chambre est re-remplie de gaz inertes (comme l'argon ou l'azote) à haute pression. Cela extrait la chaleur à un rythme calibré. Vous obtenez la transformation métallurgique dont vous avez besoin sans la distorsion traumatisante.
Le Coût de la Certitude
Si le traitement thermique sous vide est supérieur, pourquoi n'est-il pas utilisé pour tout ?
La réponse réside dans la psychologie des compromis.
Le traitement sous vide est l'"assurance premium" de la métallurgie. L'équipement est sophistiqué et capitalistique. Les cycles prennent plus de temps car la création d'un vide est un processus délibéré. Il faut une expertise opérationnelle spécialisée pour faire fonctionner ces systèmes complexes.
Cependant, considérez le coût de l'alternative :
- Post-traitement : Les pièces conventionnelles nécessitent souvent un sablage ou un usinage pour éliminer la calamine.
- Taux d'échec : Une pièce déformée dans un moteur à réaction ou un implant médical n'est pas une inconvenience ; c'est une catastrophe.
Le traitement sous vide échange la vitesse et le faible coût initial contre la prévisibilité.
Quand Choisir le Vide
Comprendre les compromis nous aide à prendre la bonne décision d'ingénierie. Vous n'avez pas besoin d'un four sous vide pour durcir une bêche. Vous en avez absolument besoin pour braser une tuyère de fusée.
Voici comment évaluer la nécessité du contrôle :
- Intégrité de Surface : Si la pièce doit ressortir brillante, propre et sans calamine sans nettoyage, le vide est le seul choix.
- Géométrie : Si la pièce présente des trous borgnes, des parois minces ou des formes complexes, le chauffage radiant évite la déformation.
- Répétabilité : Si la Pièce #1 doit être atomiquement identique à la Pièce #1 000, l'environnement contrôlé par ordinateur d'un four sous vide est essentiel.
Une Comparaison des Résultats
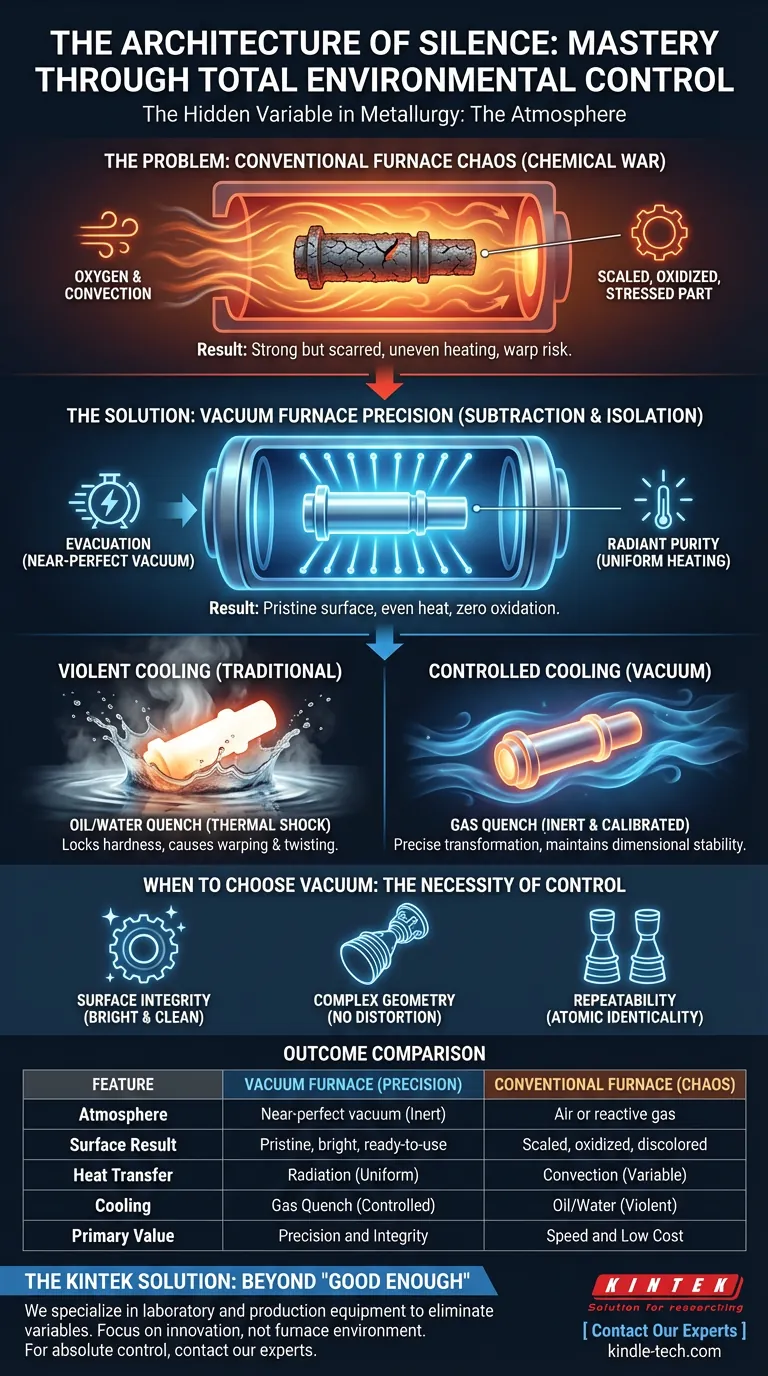
| Caractéristique | Four sous vide | Four conventionnel |
|---|---|---|
| Atmosphère | Vide quasi parfait (Inerte) | Air ou gaz réactif |
| Résultat de Surface | Impeccable, brillant, prêt à l'emploi | Écailleux, oxydé, décoloré |
| Transfert de Chaleur | Rayonnement (Uniforme) | Convection (Variable) |
| Refroidissement | Trempe au gaz (Contrôlée) | Huile/Eau (Violent) |
| Valeur Principale | Précision et Intégrité | Vitesse et Faible Coût |
La Solution KINTEK
À l'intersection de la science des matériaux et de la fiabilité des équipements, vous trouverez KINTEK.
Nous comprenons que pour nos clients, "assez bon" n'est rarement suffisant. Que vous effectuiez un recuit à basse température ou un frittage à haute température, l'intégrité de votre équipement dicte l'intégrité de vos données et de votre produit.
KINTEK est spécialisé dans les équipements de laboratoire et de production conçus pour éliminer les variables. Nous fournissons les outils qui permettent aux ingénieurs de cesser de s'inquiéter de l'environnement à l'intérieur du four et de se concentrer sur l'innovation qui en sort.
Si votre processus exige le contrôle absolu que seul un environnement sous vide peut offrir, nous sommes là pour vous aider à configurer la solution parfaite.
Guide Visuel
Produits associés
- Four de traitement thermique sous vide graphite 2200 ℃
- Four de traitement thermique sous vide au molybdène
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de frittage et de brasage sous vide pour traitement thermique
Articles associés
- Four de traitement thermique sous vide : principes de fonctionnement et caractéristiques
- Lignes directrices pour l'achat de fours de traitement thermique sous vide
- L'architecture des extrêmes : Maîtriser le plafond thermique
- Évaluation des avantages et des inconvénients des fours de traitement thermique sous vide externe
- Application de la technologie du traitement thermique sous vide



















