Oui, le brasage est une méthode courante et efficace pour joindre ou réparer la fonte. On l'appelle souvent "soudobrasage" et il est particulièrement utile pour les pièces moulées complexes ou les types de fonte difficiles à souder, car il exerce beaucoup moins de contraintes thermiques sur le métal de base.
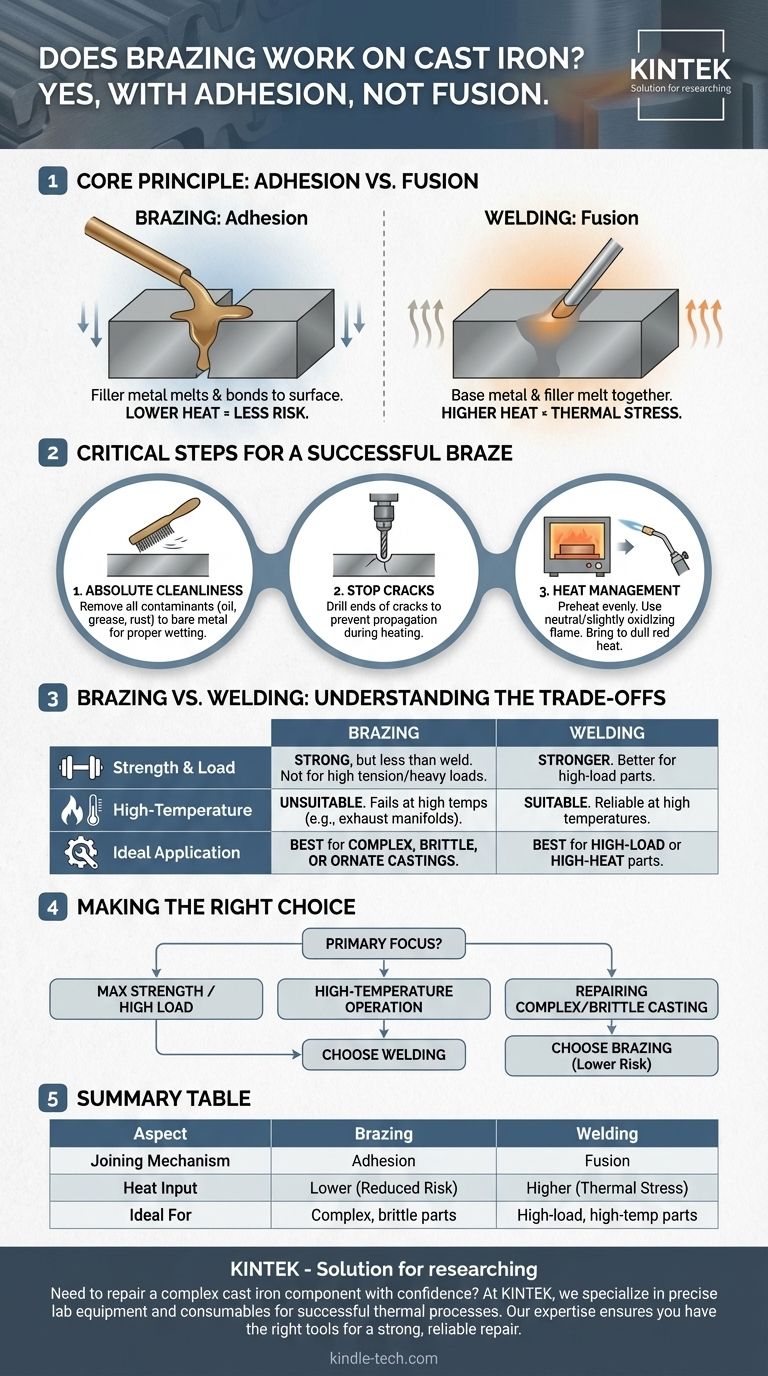
Le principe fondamental à comprendre est que le brasage joint la fonte en utilisant l'adhérence, et non la fusion. Un métal d'apport avec un point de fusion plus bas s'écoule et se lie à la surface de la fonte sans faire fondre le fer lui-même, ce qui en fait une alternative à plus basse température et à moindre risque par rapport au vrai soudage.

Comment le brasage fonctionne sur la fonte
Le soudage traditionnel fait fondre à la fois le métal de base et la baguette d'apport, les fusionnant en une seule pièce continue. Le brasage fonctionne sur un principe différent, souvent mieux adapté à la nature cassante de la fonte.
Le rôle de l'adhérence
Lors du brasage, seul le métal d'apport (généralement une baguette en alliage de bronze ou de laiton) fond. Ce métal d'apport fondu est aspiré dans le joint préparé par capillarité, où il adhère aux surfaces de la fonte, agissant comme une colle métallique très forte.
Pourquoi cela protège la pièce moulée
La fonte est sensible au chauffage et au refroidissement rapides, ce qui peut provoquer des fissures. Comme le brasage se produit à une température beaucoup plus basse que le soudage, il minimise le choc thermique sur la pièce. Cela réduit considérablement le risque que le processus de réparation ne provoque de nouvelles fissures.
Étapes critiques pour un brasage réussi
Une préparation et une gestion de la chaleur appropriées ne sont pas facultatives ; elles sont essentielles pour créer une liaison forte et durable sur la fonte.
La propreté absolue est non négociable
Le succès du brasage dépend entièrement de la capacité du métal d'apport à "mouiller" et à adhérer à la surface de la fonte. Toute huile, graisse, rouille ou autre contaminant empêchera la formation de cette liaison, entraînant un joint défaillant. La surface doit être nettoyée jusqu'à obtenir un métal nu et brillant.
Empêcher les fissures de se propager
Lors de la réparation d'une fissure, il est d'usage de percer un petit trou à chaque extrémité visible de la fracture. Cela soulage la concentration de contraintes à l'extrémité de la fissure et l'empêche de se propager davantage pendant le processus de chauffage.
Gestion de la chaleur : préchauffage et contrôle de la flamme
La pièce doit être chauffée uniformément pour éviter les contraintes. Pour les pièces moulées plus grandes, le préchauffage de la pièce entière dans un four est la méthode idéale. Pendant le processus, une flamme neutre ou légèrement oxydante est utilisée pour amener la zone du joint à une chaleur rouge terne avant d'appliquer la baguette d'apport.
Comprendre les compromis : brasage vs soudage
Choisir entre le brasage et le soudage nécessite un examen objectif des exigences qui seront imposées à la pièce finie. Le brasage est un excellent outil, mais il a des limites claires.
Résistance et capacité de charge
Un brasage correctement exécuté est solide, mais il n'est pas aussi solide qu'une vraie soudure. La résistance réside dans le matériau d'apport lui-même et son adhérence à la surface. Pour les pièces soumises à de fortes tensions ou à de lourdes charges structurelles, une soudure par fusion appropriée fournira une réparation plus robuste.
Applications à haute température
Les métaux d'apport utilisés pour le brasage ont un point de fusion significativement plus bas que la fonte. Cela rend le brasage totalement inadapté aux pièces fonctionnant à haute température, telles que les collecteurs d'échappement ou les composants internes du moteur, car le joint brasé échouera.
Quand le brasage est le choix supérieur
Le brasage excelle dans la réparation de pièces de fonte complexes, ornementales ou "difficiles à souder". Son apport de chaleur plus faible en fait le choix idéal pour les pièces où le risque de fissuration dû à une procédure de soudage complète est inacceptablement élevé et où la pièce n'est pas soumise à des charges ou à une chaleur extrêmes.
Faire le bon choix pour votre réparation
Utilisez l'application de la pièce pour guider votre décision.
- Si votre objectif principal est une résistance maximale pour une pièce soumise à de fortes charges : Une procédure de soudage par fusion appropriée est le choix le plus approprié.
- Si votre pièce fonctionne à des températures élevées : Le brasage est inadapté et échouera ; le soudage est la seule option fiable.
- Si votre objectif principal est de réparer une pièce moulée complexe ou cassante non soumise à de lourdes charges : Le brasage est une excellente méthode à moindre risque qui minimise les chances de dommages supplémentaires.
En comprenant ces principes, vous pouvez choisir en toute confiance la bonne méthode pour réparer de manière fiable vos composants en fonte.
Tableau récapitulatif :
| Aspect | Brasage sur fonte |
|---|---|
| Mécanisme d'assemblage | Adhérence (le métal d'apport se lie à la surface) |
| Apport de chaleur | Plus faible, réduisant le stress thermique et le risque de fissuration |
| Idéal pour | Pièces moulées complexes, cassantes ou difficiles à souder |
| Résistance | Solide, mais pas aussi solide qu'une soudure par fusion |
| Limite de température | Inadapté aux applications à haute température (ex : collecteurs d'échappement) |
Besoin de réparer un composant complexe en fonte en toute confiance ?
Le brasage offre une alternative contrôlée et à basse température au soudage traditionnel, minimisant le risque d'endommager vos précieuses pièces moulées. Chez KINTEK, nous sommes spécialisés dans la fourniture des équipements de laboratoire et des consommables précis nécessaires aux processus thermiques réussis. Notre expertise vous assure d'avoir les bons outils pour une réparation solide et fiable.
Contactez nos experts dès aujourd'hui pour discuter de votre application spécifique et trouver la solution parfaite pour vos besoins en laboratoire.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four de traitement thermique sous vide au molybdène
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
Les gens demandent aussi
- Qu'est-ce que le brasage en traitement thermique ? Obtenez une qualité de joint et une efficacité supérieures
- À quoi servent les fours sous vide ? Atteignez une pureté et des performances matérielles ultimes
- À quoi sert un four sous vide ? Atteignez la pureté dans le traitement à haute température
- Quel est le processus d'un four sous vide ? Atteignez la pureté et la précision dans le traitement à haute température
- Peut-on braser ou souder par brasage des métaux dissemblables ? Un guide pour des joints solides et fiables



















