Dans le traitement thermique, la trempe est le processus de refroidissement rapide d'une pièce métallique pour fixer des propriétés matérielles spécifiques et souhaitables. En immergeant un composant chauffé dans un milieu comme l'huile, l'eau ou le gaz, le processus "gèle" intentionnellement sa structure atomique à haute température. Ce refroidissement contrôlé est un outil fondamental pour manipuler la dureté, la résistance et la durabilité finales d'un métal.
La trempe ne consiste pas seulement à rendre un métal froid ; il s'agit de contrôler la vitesse de refroidissement pour dicter la structure cristalline interne finale du métal. Atteindre la bonne vitesse de refroidissement est la clé pour obtenir les propriétés souhaitées comme la dureté de l'acier, mais une erreur introduit des risques importants de distorsion ou de défaillance.
Le principe fondamental : manipuler la structure cristalline
La fonction principale de la trempe est d'empêcher la transformation naturelle et plus lente qui se produirait si un métal était laissé refroidir à l'air ambiant. Cette intervention rapide force la formation de microstructures spécifiques.
Geler un état à haute température
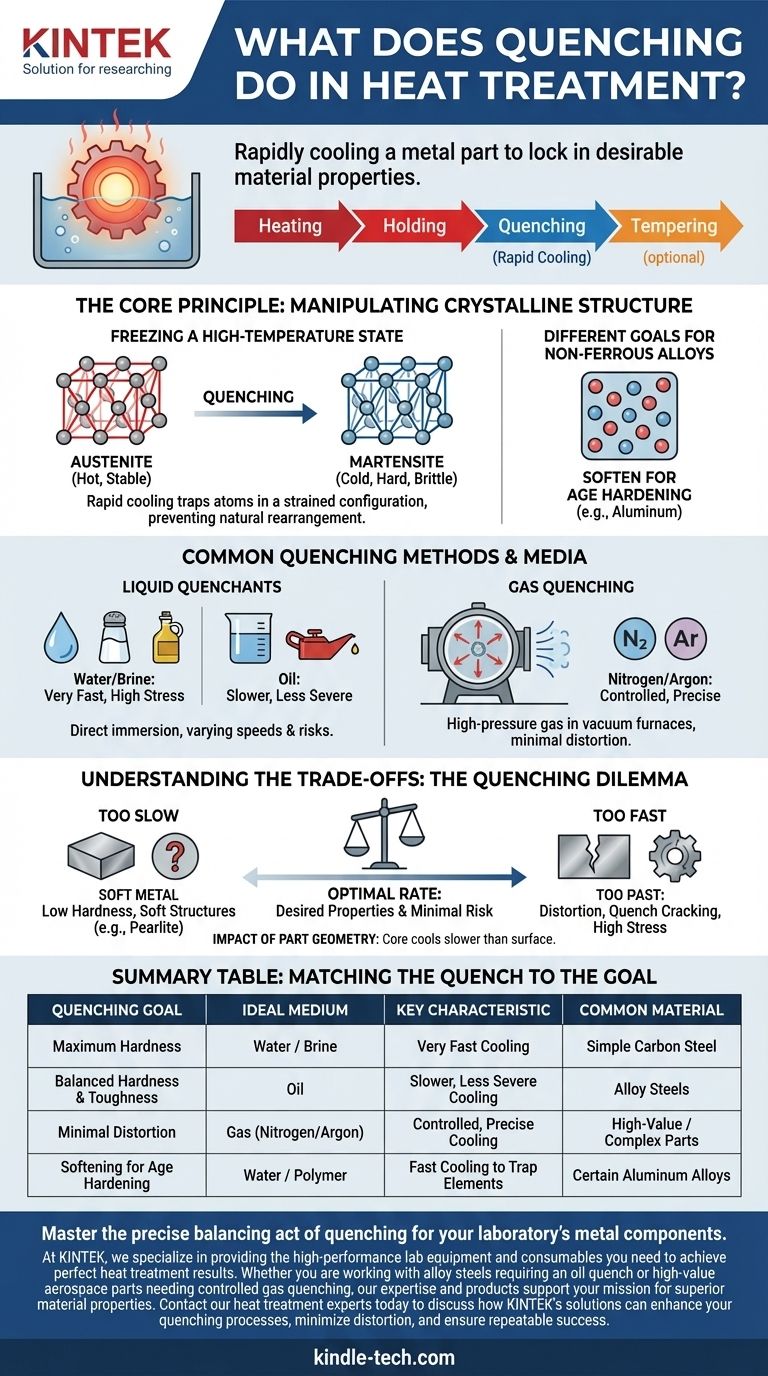
Lorsqu'un alliage ferreux comme l'acier est chauffé à une température critique, ses atomes s'organisent en une structure appelée austénite. S'ils sont laissés refroidir lentement, ces atomes se réorganiseront en des structures plus douces et plus stables.
La trempe court-circuite ce processus naturel. La chute de température extrêmement rapide ne laisse pas aux atomes le temps nécessaire pour se réorganiser, les piégeant dans une configuration moins stable et fortement contrainte.
L'objectif pour les aciers : créer de la martensite
Pour la plupart des aciers, l'objectif de la trempe est de former de la martensite. Il s'agit d'une structure cristalline très dure, cassante et en forme d'aiguille qui se forme lorsque l'austénite est refroidie si rapidement que les atomes de carbone sont piégés dans le réseau cristallin du fer.
Cette structure à atomes piégés est ce qui confère à un acier trempé sa haute résistance et sa résistance à l'usure caractéristiques. Cependant, elle est également très cassante, c'est pourquoi un processus post-trempe appelé revenu est presque toujours nécessaire pour restaurer une certaine ténacité.
Objectifs différents pour les alliages non ferreux
Il est important de noter que la trempe n'augmente pas toujours la dureté. Pour certains alliages non ferreux, tels que certains grades d'aluminium, la trempe rend en fait le métal plus mou.
Dans ce contexte, le refroidissement rapide piège les éléments d'alliage dans une "solution solide", créant un état mou et malléable. Le matériau est ensuite durci ultérieurement par un processus distinct appelé durcissement par vieillissement.
Méthodes et milieux de trempe courants
Le choix du milieu de trempe est essentiel, car il contrôle directement la vitesse de refroidissement. Différents milieux extraient la chaleur à des vitesses très différentes.
Agents de trempe liquides : eau, saumure et huile
La méthode la plus courante consiste à immerger la pièce chaude dans un bain liquide. L'eau et la saumure (eau salée) offrent un refroidissement extrêmement rapide mais créent un choc thermique immense, augmentant le risque de fissuration.
L'huile assure une trempe plus lente et moins sévère. Cela réduit le risque de distorsion et de fissuration, ce qui en fait un choix approprié pour de nombreux aciers alliés et pièces aux géométries complexes.
Trempe au gaz : azote et argon
Dans les fours sous vide, les pièces sont souvent trempées à l'aide de jets de gaz inertes à haute pression comme l'azote ou l'argon. Cette méthode offre un degré élevé de contrôle sur la vitesse de refroidissement.
Bien que généralement plus lente qu'une trempe à l'huile, la trempe au gaz minimise la distorsion des pièces et produit une surface propre et brillante, ce qui la rend idéale pour les composants de grande valeur utilisés dans des industries comme l'aérospatiale.
Comprendre les compromis : le dilemme de la trempe
Le succès ou l'échec du traitement thermique dépend souvent de la recherche de la vitesse de refroidissement parfaite — suffisamment rapide pour atteindre les propriétés souhaitées, mais pas si rapide qu'elle détruise la pièce.
Le risque de refroidir trop lentement
Si la vitesse de refroidissement est insuffisante, la transformation martensitique souhaitée ne se produira pas. Au lieu de cela, des structures plus douces (comme la troostite ou la perlite) se formeront, entraînant une faible dureté à cœur et un non-respect des spécifications mécaniques.
Le risque de refroidir trop rapidement
Une trempe excessivement rapide génère des contraintes internes massives car la surface de la pièce refroidit et se contracte beaucoup plus rapidement que son cœur. Cela peut provoquer une distorsion (déformation), des changements dimensionnels importants, voire une fissuration de trempe, rendant la pièce inutilisable.
L'impact de la géométrie de la pièce
L'épaisseur et la complexité d'une pièce influencent fortement le résultat de la trempe. Le cœur d'une section épaisse refroidira toujours plus lentement que sa surface, ce qui peut entraîner une coque extérieure dure mais un intérieur mou et faible.
Adapter la trempe à l'objectif
La bonne stratégie de trempe est entièrement dictée par le matériau et les propriétés finales souhaitées. Il n'y a pas de "meilleure" méthode unique.
- Si votre objectif principal est une dureté maximale dans un acier au carbone simple : Une trempe rapide dans l'eau ou la saumure est souvent utilisée, mais elle comporte le risque le plus élevé de fissuration et de distorsion.
- Si votre objectif principal est d'équilibrer la dureté et la ténacité dans un acier allié : Une trempe à l'huile offre une vitesse de refroidissement plus lente et moins sévère qui réduit les contraintes internes.
- Si votre objectif principal est de minimiser la distorsion dans une pièce complexe ou de grande valeur : La trempe au gaz contrôlée dans un four sous vide offre le plus haut niveau de précision et de répétabilité.
- Si votre objectif principal est de préparer un alliage non ferreux pour le durcissement par vieillissement : Une trempe est utilisée pour créer une solution solide sursaturée et molle, ce qui est un objectif métallurgique fondamentalement différent.
En fin de compte, une trempe réussie est un équilibre précis entre l'obtention de la microstructure cible et la gestion des contraintes internes créées par un refroidissement rapide.
Tableau récapitulatif :
| Objectif de la trempe | Milieu idéal | Caractéristique clé | Matériau courant |
|---|---|---|---|
| Dureté maximale | Eau / Saumure | Refroidissement très rapide | Acier au carbone simple |
| Dureté et ténacité équilibrées | Huile | Refroidissement plus lent et moins sévère | Aciers alliés |
| Distorsion minimale | Gaz (Azote/Argon) | Refroidissement contrôlé et précis | Pièces de grande valeur / complexes |
| Adoucissement pour durcissement par vieillissement | Eau / Polymère | Refroidissement rapide pour piéger les éléments | Certains alliages d'aluminium |
Maîtrisez l'équilibre précis de la trempe pour les composants métalliques de votre laboratoire.
Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables haute performance dont vous avez besoin pour obtenir des résultats de traitement thermique parfaits. Que vous travailliez avec des aciers alliés nécessitant une trempe à l'huile ou des pièces aérospatiales de grande valeur nécessitant une trempe au gaz contrôlée, notre expertise et nos produits soutiennent votre mission pour des propriétés matérielles supérieures.
Contactez nos experts en traitement thermique dès aujourd'hui pour discuter de la manière dont les solutions de KINTEK peuvent améliorer vos processus de trempe, minimiser la distorsion et assurer un succès reproductible.
Guide Visuel
Produits associés
- Concasseur à mâchoires de laboratoire
- Presse à comprimés manuelle à poinçon unique TDP machine à poinçonner des comprimés
- Agitateur orbital oscillant de laboratoire
- Machine de Broyage de Plastiques Puissante
- Meuleuse horizontale à dix corps pour laboratoire
Les gens demandent aussi
- Quel équipement de laboratoire utiliserait-on pour écraser ou broyer une substance ? Un guide pour choisir l'outil approprié
- Quelle est l'utilité d'un concasseur à mâchoires en laboratoire ? La première étape essentielle pour la réduction d'échantillons
- Quelle est la fonction principale d'un concasseur à mâchoires dans le prétraitement des minerais de magnésite et de limonite ?
- Quel outil pourrait être utilisé pour pulvériser un objet ? Faites correspondre l'outil à la dureté et à la fragilité de votre matériau
- Quel rôle jouent les broyeurs de laboratoire et les tamis standard dans le prétraitement du Datura stramonium ? Optimisez votre rendement HTL











