À la base, la trempe sous vide est un processus de traitement thermique de haute précision utilisé pour augmenter la dureté et la résistance des composants en acier. Il implique de chauffer le matériau à une température critique dans un environnement sous vide contrôlé et exempt d'oxygène, puis de le refroidir rapidement. Le but principal du vide est de protéger la surface du composant, empêchant les réactions telles que l'oxydation et la décarburation qui se produisent dans les fours atmosphériques traditionnels.
L'idée cruciale est que la trempe sous vide ne consiste pas seulement à rendre le métal plus dur ; il s'agit d'atteindre cette dureté avec une précision et une intégrité de surface exceptionnelles. En éliminant les gaz atmosphériques, le processus empêche les défauts de surface et la distorsion, ce qui en fait le choix supérieur pour les composants haute performance où une finition impeccable et prête à l'emploi est essentielle.

Le Principe : Pourquoi Utiliser un Vide ?
L'utilisation du vide est la caractéristique déterminante de ce processus, offrant des avantages significatifs par rapport aux traitements thermiques conventionnels qui se déroulent dans des conditions atmosphériques.
Élimination des Réactions de Surface
Dans un four traditionnel, l'oxygène présent dans l'air réagit avec la surface de l'acier chaud. Cela crée une couche indésirable de calamine d'oxyde et peut épuiser le carbone de la couche superficielle (décarburation), affaiblissant le composant final.
Un four à vide élimine pratiquement tout l'air, créant un environnement inerte qui prévient ces réactions nocives.
Assurer un Chauffage Uniforme
L'environnement contrôlé d'un four à vide permet un contrôle de température extrêmement précis et uniforme. Cela élimine les points chauds et garantit que l'ensemble du composant, y compris les géométries complexes, chauffe et refroidit à un rythme constant, minimisant les contraintes internes et la distorsion.
Obtenir une Finition Brillante et Propre
Comme aucune oxydation ne se produit, les pièces sortent d'un four à vide avec une surface brillante, propre et métallique. Cela élimine souvent le besoin d'opérations secondaires coûteuses et chronophages comme le sablage, le meulage ou l'usinage pour enlever la calamine.
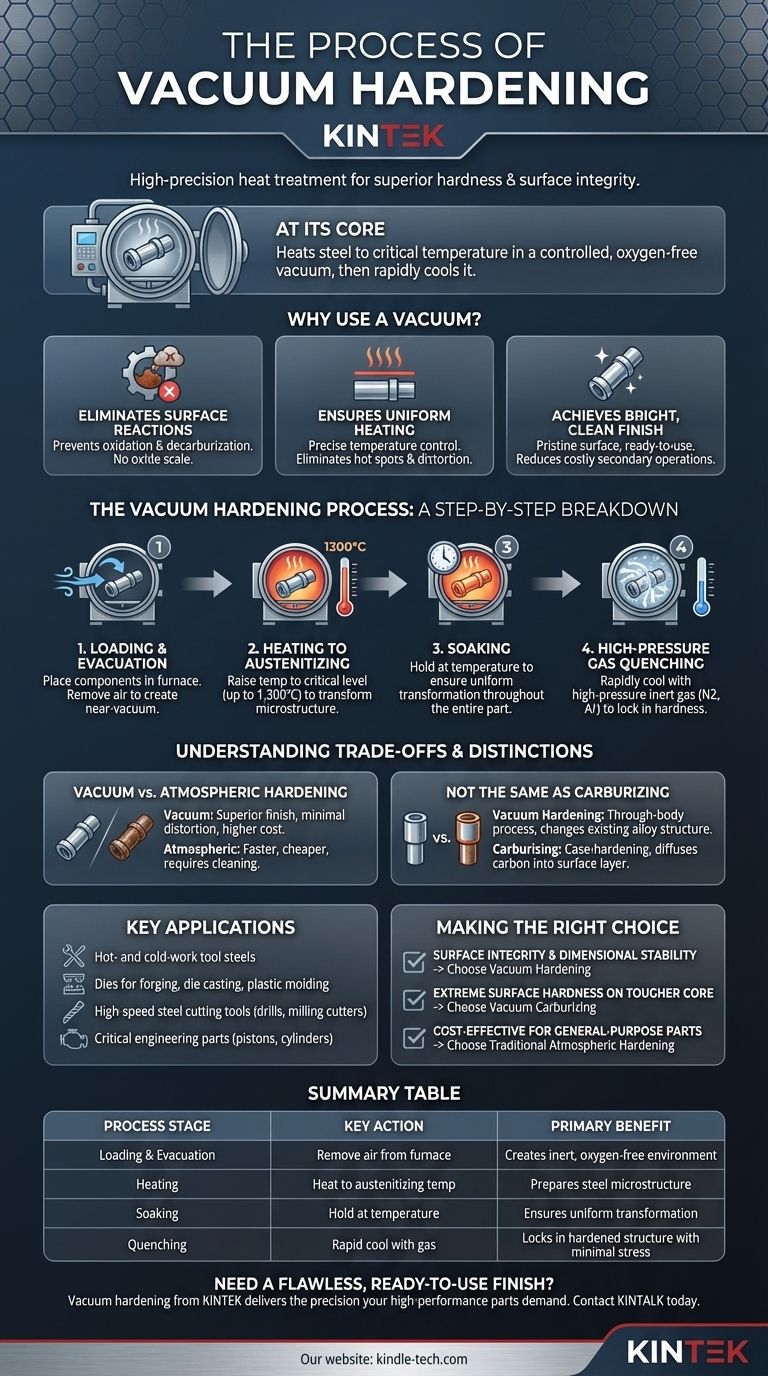
Le Processus de Trempe Sous Vide : Une Décomposition Étape par Étape
Bien que les paramètres spécifiques varient en fonction de l'alliage d'acier, le processus fondamental suit quatre étapes distinctes.
Étape 1 : Chargement et Évacuation
Les composants sont soigneusement placés dans la chambre scellée du four à vide. Un système de pompage puissant élimine ensuite l'air et les autres gaz, créant un environnement quasi-vide à une pression partielle spécifique.
Étape 2 : Chauffage à la Température d'Austénitisation
La température du four est augmentée avec précision jusqu'à la température d'austénitisation spécifique du matériau, qui peut atteindre 1 300 °C. C'est la température critique à laquelle la structure cristalline de l'acier se transforme, la préparant à la trempe. Les commandes informatiques modernes assurent une grande précision et répétabilité pendant cette phase.
Étape 3 : Maintien en Température (Soaking)
Le composant est maintenu à la température d'austénitisation pendant une période prédéterminée. Cette phase de « maintien » garantit que la transformation structurelle est complète et uniforme dans toute la masse de la pièce.
Étape 4 : Trempe par Gaz Haute Pression
Une fois le maintien terminé, la trempe est réalisée par un refroidissement rapide, connu sous le nom de trempe. Dans un four à vide, cela se fait généralement en inondant la chambre avec un gaz inerte à haute pression comme l'azote ou l'argon. Le gaz circule rapidement, extrayant la chaleur rapidement et de manière contrôlée pour atteindre la dureté souhaitée.
Comprendre les Compromis et les Distinctions
Bien que très efficace, la trempe sous vide n'est pas une solution universelle. Comprendre son contexte est essentiel pour son application correcte.
Trempe Sous Vide vs. Trempe Atmosphérique
Le principal compromis se situe entre la qualité de surface et le coût. La trempe atmosphérique est souvent plus rapide et moins chère, mais nécessite un nettoyage post-traitement. La trempe sous vide donne une finition supérieure et une distorsion minimale directement sortie du four, justifiant son utilisation pour les pièces de grande valeur.
Distinction Cruciale : Ce N'est Pas la Même Chose que la Carburisation
La trempe sous vide ne doit pas être confondue avec la carburisation sous vide. La trempe est un processus à travers le corps qui modifie la structure de l'alliage existant. La carburisation est un processus de cémentation où un gaz riche en carbone (comme le propane) est introduit pour diffuser du carbone à la surface de la pièce, créant une couche extérieure dure sur un noyau plus tendre.
Applications Clés
Les avantages de ce processus le rendent idéal pour les composants où la précision et l'intégrité du matériau sont primordiales. Les applications courantes comprennent :
- Aciers à outils pour travail à chaud et à froid
- Matrices pour le forgeage, la fonderie sous pression et le moulage de plastique
- Outils de coupe en acier rapide tels que forets et fraises
- Pièces d'ingénierie critiques telles que pistons, cylindres et couteaux industriels
Faire le Bon Choix pour Votre Objectif
La sélection de la méthode de traitement thermique correcte dépend entièrement des exigences finales du composant en matière de performance, de finition et de coût.
- Si votre objectif principal est l'intégrité de la surface et la stabilité dimensionnelle : La trempe sous vide est le choix idéal pour les pièces qui ne peuvent tolérer ni oxydation, ni décarburation, ni distorsion.
- Si votre objectif principal est une dureté de surface extrême sur un noyau plus résistant : Vous devriez étudier un processus de cémentation comme la carburisation sous vide.
- Si votre objectif principal est une trempe économique pour des pièces à usage général : La trempe atmosphérique traditionnelle peut suffire, à condition de prévoir le nettoyage et la finition post-processus nécessaires.
En fin de compte, choisir la trempe sous vide est une décision de privilégier la précision, la pureté du matériau et un produit final impeccable directement sorti du four.
Tableau Récapitulatif :
| Étape du Processus | Action Clé | Avantage Principal |
|---|---|---|
| Chargement et Évacuation | Retirer l'air de la chambre du four | Crée un environnement inerte, sans oxygène |
| Chauffage | Chauffer à la température d'austénitisation (jusqu'à 1300°C) | Prépare la microstructure de l'acier à la transformation |
| Maintien en Température | Maintenir à température pendant un temps défini | Assure une transformation uniforme dans toute la pièce |
| Trempe | Refroidir rapidement avec un gaz inerte haute pression (N2, Ar) | Fixe la structure trempée avec un stress minimal |
Besoin d'une finition impeccable et prête à l'emploi sur vos composants critiques ?
La trempe sous vide de KINTEK offre la précision et l'intégrité de surface que vos pièces haute performance exigent. Notre expertise en équipement de traitement thermique de laboratoire et industriel garantit que vos aciers à outils, matrices et outils de coupe atteignent une dureté supérieure sans oxydation, décarburation ou distorsion.
Contactez KINTALK dès aujourd'hui pour discuter de la manière dont nos solutions de trempe sous vide peuvent améliorer la qualité et l'efficacité de vos produits.
Guide Visuel
Produits associés
- Four de frittage de fil de molybdène sous vide pour le frittage sous vide
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de traitement thermique sous vide avec revêtement en fibre céramique
Les gens demandent aussi
- Qu'est-ce que la dureté sous vide ? Libérez des performances matérielles supérieures grâce au traitement sous vide
- Comment un four de frittage sous vide contrôle-t-il la distribution des propriétés des matériaux dans les matériaux gradués en fonction (FGM) ?
- Comment un environnement sous vide bénéficie-t-il à la purification des poudres de matrice ? Optimiser l'efficacité du frittage des outils diamantés
- Quelles conditions un four de frittage sous vide offre-t-il pour le soudage par diffusion du titane ? Atteindre une pureté isotrope
- Quelle est la fonction principale d'un four de frittage sous vide ? Rôle essentiel dans la synthèse de Ti2AlN de haute pureté



















