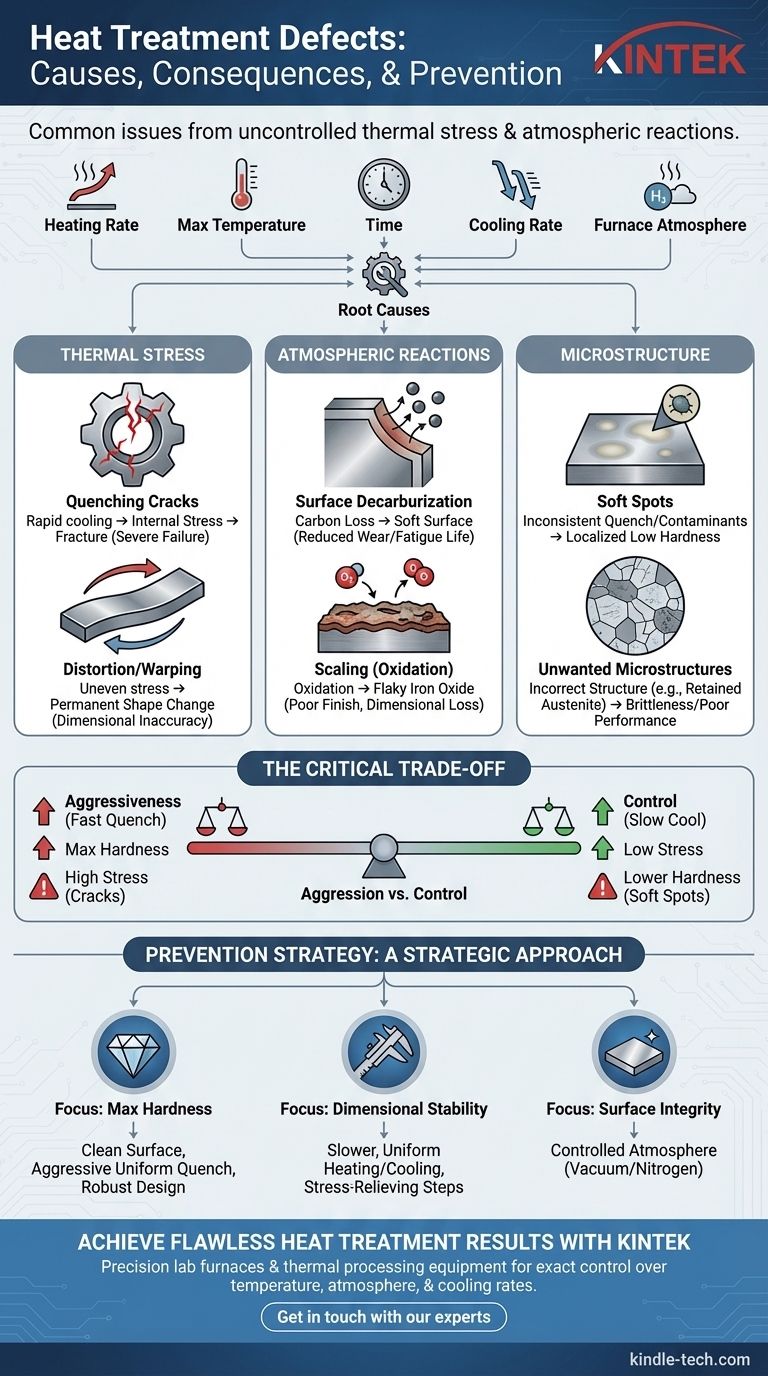
Les défauts les plus courants du traitement thermique comprennent les fissures de trempe, la distorsion, la décarburation, les points mous et la calamine de surface. Ces problèmes résultent d'un contrôle inapproprié des variables fondamentales du processus : le taux de chauffage, la température maximale, la durée de chauffage, le taux de refroidissement et la composition de l'atmosphère du four.
Les défauts de traitement thermique ne sont pas des défaillances aléatoires. Ce sont des conséquences prévisibles d'un déséquilibre entre le matériau, sa géométrie et le processus thermique appliqué, les problèmes les plus critiques découlant d'un stress thermique et de réactions atmosphériques incontrôlés.

Défauts causés par le stress thermique
Les changements rapides de température inhérents au traitement thermique créent d'immenses contraintes internes au sein d'un matériau. Si elles ne sont pas gérées, ces contraintes sont la principale source de défaillance catastrophique.
Fissures de trempe
Les fissures de trempe sont le défaut de traitement thermique le plus grave. Elles se produisent lorsqu'une pièce est refroidie trop rapidement, ce qui entraîne la contraction de différentes sections du matériau à des vitesses différentes.
Ce retrait différentiel crée des contraintes internes qui dépassent la résistance à la traction du matériau, entraînant des fractures. Les coins vifs ou les changements brusques d'épaisseur de section sont des points d'initiation courants pour ces fissures.
Distorsion et gauchissement
La distorsion, y compris le gauchissement et les changements de forme (ovalisation), est un résultat moins grave des mêmes contraintes thermiques qui provoquent la fissuration.
Lorsque les contraintes internes dues au chauffage et au refroidissement sont relâchées, la pièce change de forme de manière permanente. Ceci est particulièrement courant dans les pièces longues et minces ou les composants à géométrie non symétrique.
Défauts dus aux réactions de surface et atmosphériques
L'environnement à l'intérieur du four joue un rôle critique. Les réactions entre la surface métallique chauffée et l'atmosphère environnante peuvent dégrader les propriétés du matériau de l'extérieur vers l'intérieur.
Décarburation de surface
La décarburation est la perte de teneur en carbone de la surface de l'acier. À hautes températures, les atomes de carbone peuvent réagir avec les gaz de l'atmosphère du four (comme l'oxygène ou la vapeur d'eau) et diffuser hors de la pièce.
Cela laisse une couche molle et à faible teneur en carbone à la surface, ce qui réduit considérablement la résistance à l'usure et la durée de vie en fatigue, même si le cœur de la pièce est correctement durci.
Calamine (Oxydation)
La calamine est la formation d'une couche épaisse et écailleuse d'oxyde de fer à la surface de la pièce. Elle se produit lorsque l'acier chauffé réagit directement avec l'oxygène dans un four à atmosphère ordinaire.
Bien qu'une légère calamine soit attendue, une calamine épaisse peut ruiner la finition de surface, interférer avec les processus d'usinage ultérieurs et entraîner une perte de précision dimensionnelle.
Défauts de la microstructure du matériau
Le but entier du traitement thermique est d'obtenir une structure cristalline spécifique et souhaitable (microstructure) au sein du matériau. Lorsque le processus est défectueux, il en résulte une structure indésirable ou inconsistante.
Points mous
Les points mous sont des zones localisées à la surface d'une pièce trempée qui n'ont pas atteint la dureté spécifiée.
Ceci est souvent causé par des contaminants à la surface (comme la calamine ou l'huile) qui isolent la pièce du milieu de trempe, ou par des incohérences dans le processus de trempe lui-même, telles que des bulles de vapeur.
Microstructures indésirables
Un traitement thermique réussi crée une microstructure uniforme et intentionnelle (par exemple, la martensite pour une dureté élevée). Les défauts microstructuraux comprennent la présence d'austénite retenue ou de grains larges et grossiers.
Ces structures incorrectes peuvent entraîner une fragilité, une faible résistance à l'usure ou un non-respect des spécifications de dureté, même si aucune fissure visible ou point mou n'est présent.
Comprendre les compromis
Le défi principal du traitement thermique est de gérer le compromis fondamental entre l'obtention d'une dureté élevée et l'introduction d'une fragilité excessive et de contraintes internes.
Agressivité vs. Contrôle
Une trempe très agressive (rapide) est nécessaire pour atteindre une dureté maximale, mais elle génère également le plus de contraintes thermiques, augmentant le risque de fissures et de distorsion.
Inversement, un processus de refroidissement plus lent et plus contrôlé réduit les contraintes mais peut ne pas refroidir la pièce assez rapidement pour obtenir la microstructure durcie souhaitée, ce qui entraîne des points mous ou une faible dureté globale.
Le rôle de la conception
La géométrie de la pièce est un facteur critique. Les conceptions avec des coins internes vifs, des trous profonds ou des changements drastiques d'épaisseur créent des concentrations de contraintes. Ces caractéristiques sont très sensibles à la fissuration pendant la trempe, ce qui oblige à un compromis sur l'agressivité du processus de traitement thermique.
Prévenir les défauts : une approche stratégique
Le contrôle des résultats du traitement thermique nécessite de se concentrer sur l'objectif spécifique du composant. Votre stratégie doit être adaptée à la propriété la plus critique que vous devez atteindre.
- Si votre objectif principal est la dureté maximale : Assurez une surface de pièce propre et une trempe agressive et uniforme tout en envisageant un matériau plus robuste ou des modifications de conception pour éviter la fissuration.
- Si votre objectif principal est la stabilité dimensionnelle : Privilégiez des vitesses de chauffage et de refroidissement plus lentes et plus uniformes, et envisagez d'ajouter des étapes de soulagement des contraintes avant le traitement pour les géométries complexes.
- Si votre objectif principal est l'intégrité de la surface : Vous devez utiliser une atmosphère de four contrôlée (comme le vide ou l'azote) pour éviter la décarburation et la calamine.
En fin de compte, la prévention des défauts consiste à établir un contrôle précis sur chaque étape du processus thermique.
Tableau récapitulatif :
| Type de défaut | Cause principale | Conséquence clé |
|---|---|---|
| Fissures de trempe | Refroidissement rapide provoquant des contraintes internes élevées | Défaillance catastrophique de la pièce |
| Distorsion/Gauchissement | Chauffage/refroidissement inégal créant des contraintes | Imprécision dimensionnelle |
| Décarburation | Perte de carbone de la surface due à l'atmosphère du four | Réduction de la dureté de surface et de la durée de vie en fatigue |
| Calamine | Oxydation de surface dans une atmosphère non contrôlée | Mauvaise finition de surface, perte dimensionnelle |
| Points mous | Trempe inconsistante ou contaminants de surface | Zones localisées de faible dureté |
Obtenez des résultats de traitement thermique impeccables pour vos composants de laboratoire.
Des défauts tels que la fissuration, le gauchissement et la décarburation peuvent compromettre votre recherche et développement, entraînant des retards coûteux et des données peu fiables. KINTEK est spécialisé dans les fours de laboratoire de précision et les équipements de traitement thermique conçus pour offrir le contrôle exact de la température, de l'atmosphère et des vitesses de refroidissement, essentiel pour prévenir ces problèmes courants.
Que vous durcissiez des outils, recuisiez des échantillons ou traitiez des matériaux avancés, nos solutions vous aident à obtenir des résultats cohérents et de haute qualité en minimisant le stress thermique et les réactions atmosphériques.
Contactez-nous dès aujourd'hui pour discuter de votre application spécifique et de la manière dont nous pouvons vous aider à optimiser votre processus de traitement thermique pour des résultats supérieurs.
Guide Visuel