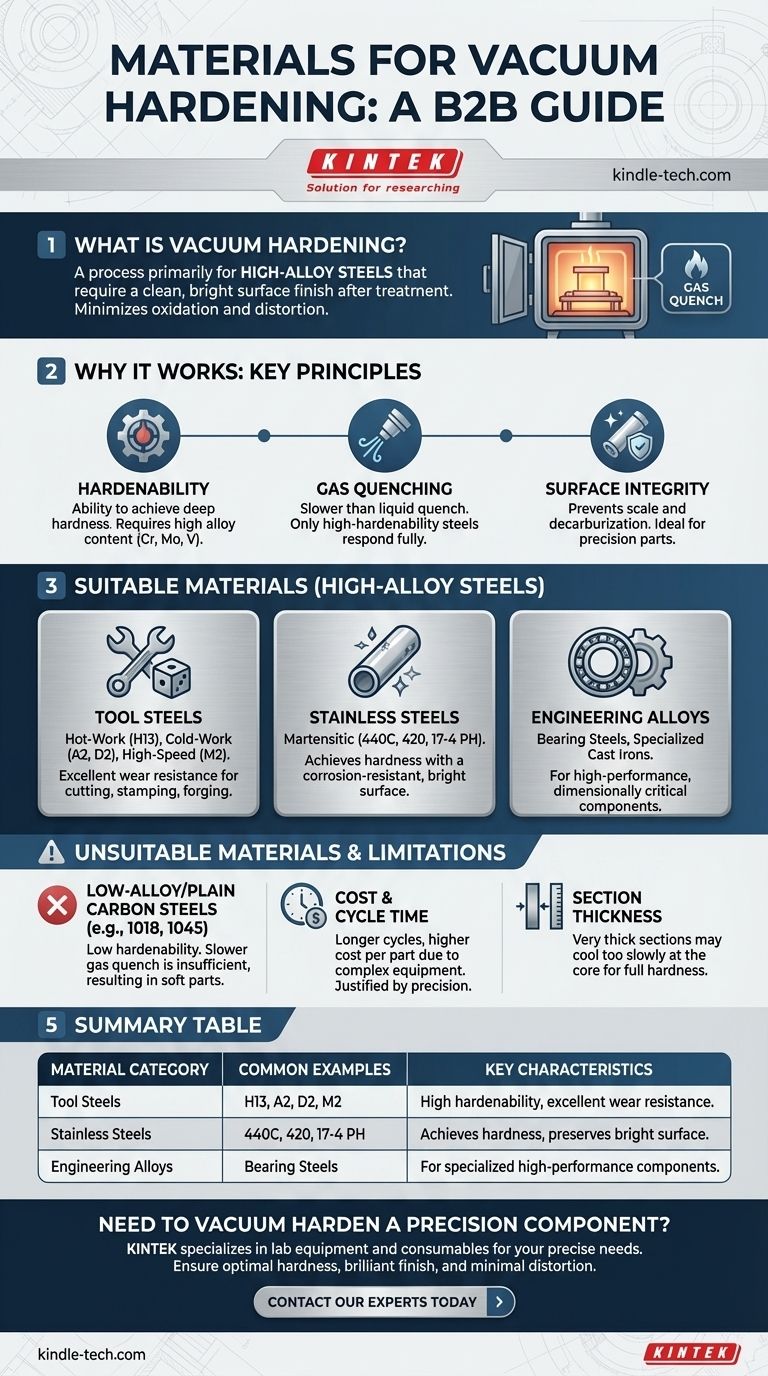
En bref, la trempe sous vide est principalement utilisée pour les aciers fortement alliés qui nécessitent une finition de surface propre et brillante après traitement. Cela inclut une large gamme de matériaux tels que les aciers à outils, les aciers rapides, les aciers inoxydables et certains alliages d'ingénierie spécialisés. Le processus est choisi lorsque la minimisation de l'oxydation de surface et de la distorsion est aussi critique que l'obtention de la dureté souhaitée.
L'aptitude d'un matériau à la trempe sous vide ne dépend pas seulement de sa capacité à être trempé, mais aussi de la teneur de son alliage qui lui permet de durcir complètement pendant le processus de trempe par gaz plus lent inhérent aux fours sous vide. Cela en fait une méthode spécialisée pour les composants haute performance et dimensionnellement critiques.

Qu'est-ce qui rend un matériau adapté à la trempe sous vide ?
L'efficacité de la trempe sous vide est dictée par l'interaction entre les propriétés du matériau et l'environnement unique d'un four sous vide. Ce n'est pas une solution universelle pour tous les aciers.
Le rôle critique de la "trempabilité"
La trempabilité est une mesure de la capacité d'un acier à atteindre une dureté en profondeur dans sa section transversale. Ce n'est pas la même chose que la dureté maximale réalisable.
Les aciers à haute teneur en alliage – tels que le chrome, le molybdène et le vanadium – ont une trempabilité élevée. Ces éléments ralentissent les transformations internes pendant le refroidissement, permettant au matériau de former une structure martensitique dure même avec une trempe moins agressive.
Le processus de trempe par gaz
Les fours sous vide éliminent l'air pour prévenir l'oxydation, puis refroidissent la pièce chauffée en remplissant la chambre avec un gaz inerte à haute pression, tel que l'azote.
Cette trempe par gaz est significativement plus lente que la trempe liquide traditionnelle dans l'huile ou l'eau. Par conséquent, seuls les matériaux à haute trempabilité réagiront correctement et durciront sur toute leur épaisseur.
Le besoin d'une intégrité de surface supérieure
La principale raison de choisir la trempe sous vide est de produire une pièce avec une surface propre, brillante et non oxydée. L'environnement sous vide empêche la formation de calamine et élimine le risque de décarburation (la perte de carbone de la surface).
Cela le rend idéal pour les pièces finies, les outils de précision et les matrices où le meulage ou le nettoyage post-traitement serait coûteux ou compromettrait la précision dimensionnelle.
Catégories de matériaux clés pour la trempe sous vide
Basées sur les principes de la trempabilité et de l'intégrité de surface, plusieurs familles d'acier sont d'excellents candidats pour ce processus.
Aciers à outils (pour travail à chaud et à froid)
Ce sont les matériaux les plus courants pour la trempe sous vide. Leur haute teneur en alliage leur confère la trempabilité et la résistance à l'usure nécessaires.
Les exemples courants incluent les aciers pour travail à chaud (H13), les aciers pour travail à froid (A2, D2) et les aciers rapides (M2, T1) utilisés pour les outils de coupe, les matrices d'estampage et les outils de forgeage.
Aciers inoxydables fortement alliés
Les aciers inoxydables martensitiques, conçus pour être trempés, sont fréquemment traités sous vide. Le processus permet d'obtenir la dureté requise tout en préservant la surface brillante et résistante à la corrosion.
Des matériaux comme le 440C, le 420 et le 17-4 PH sont des candidats courants pour des applications allant des couteaux industriels aux composants aérospatiaux.
Aciers d'ingénierie spécialisés
D'autres aciers alliés peuvent être trempés sous vide, à condition qu'ils aient une teneur en alliage suffisante. Cela inclut :
- Les aciers à roulements
- Les aciers trempés et revenus avec des ajouts d'alliages élevés
- Certains alliages de fonte
Le grade spécifique et sa courbe de trempabilité doivent toujours être examinés pour confirmer son adéquation.
Comprendre les compromis et les limitations
La trempe sous vide est un outil puissant, mais ce n'est pas le bon choix pour toutes les applications. Comprendre ses limitations est essentiel pour prendre une décision d'ingénierie judicieuse.
Inadapté aux aciers faiblement alliés et aux aciers au carbone simples
Des aciers comme le 1018 ou le 1045 ont une très faible trempabilité. Ils nécessitent une trempe extrêmement rapide (généralement dans l'eau ou la saumure) pour durcir.
La trempe par gaz plus lente d'un four sous vide est insuffisante pour durcir ces matériaux, ce qui entraîne des pièces molles avec de mauvaises propriétés mécaniques.
Considérations de coût et de temps de cycle
L'équipement de four sous vide est complexe et coûteux à exploiter. Les cycles, qui impliquent une mise sous vide poussée et des étapes précises de chauffage et de refroidissement, sont généralement plus longs que les cycles des fours à atmosphère conventionnels.
Cela rend le processus plus coûteux par pièce et est généralement réservé aux composants où les avantages de la propreté et de la faible distorsion justifient la dépense.
Limitations de l'épaisseur de section
Même pour un acier à haute trempabilité, il y a une limite à l'épaisseur qui peut être entièrement trempée avec une trempe par gaz. Des sections transversales très épaisses peuvent refroidir trop lentement en leur cœur, même avec un gaz à haute pression.
Pour les composants extrêmement grands, une trempe liquide plus agressive peut toujours être nécessaire pour atteindre la dureté à cœur requise.
Faire le bon choix pour votre application
Le choix du bon processus de trempe dépend entièrement de votre matériau et de vos objectifs de performance.
- Si votre objectif principal est des outils ou des matrices de haute précision : La trempe sous vide est idéale pour maintenir la stabilité dimensionnelle et la finition de surface sur des matériaux comme les aciers à outils D2, A2 ou H13.
- Si votre objectif principal est des pièces en acier inoxydable critiques pour la surface : Ce processus est parfait pour durcir les aciers inoxydables martensitiques qui doivent être à la fois durs et esthétiquement impeccables sans finition secondaire.
- Si votre objectif principal est le durcissement d'aciers à faible coût et faiblement alliés : Vous devez utiliser la trempe conventionnelle en four à atmosphère avec une trempe liquide, car la trempe sous vide est techniquement inadaptée à ces matériaux.
En fin de compte, vous devriez choisir la trempe sous vide lorsque la précision et l'intégrité du composant final sont aussi importantes que sa dureté.
Tableau récapitulatif :
| Catégorie de matériau | Exemples courants | Caractéristiques clés |
|---|---|---|
| Aciers à outils | H13, A2, D2, M2 | Haute trempabilité, excellente résistance à l'usure pour les outils et les matrices. |
| Aciers inoxydables | 440C, 420, 17-4 PH | Atteint la dureté tout en préservant une surface brillante et résistante à la corrosion. |
| Alliages d'ingénierie | Aciers à roulements, fontes fortement alliées | Utilisés pour des composants spécialisés nécessitant des performances élevées. |
Besoin de tremper sous vide un composant de précision ?
KINTEK est spécialisé dans les équipements et consommables de laboratoire, répondant aux besoins précis des laboratoires et des installations de fabrication. Notre expertise garantit que vos pièces en acier fortement allié atteignent une dureté optimale, une finition de surface brillante et une distorsion minimale.
Contactez nos experts dès aujourd'hui pour discuter de la façon dont nos solutions peuvent améliorer les performances et la longévité de vos outils et composants critiques.
Guide Visuel
Produits associés
- Machine de Moulage à Froid sous Vide pour la Préparation d'Échantillons
- Four à presse à chaud sous vide pour stratification et chauffage
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Petit four de frittage de fil de tungstène sous vide et de traitement thermique
- Four de frittage et de brasage sous vide pour traitement thermique
Les gens demandent aussi
- Que fait une presse à vide ? Obtenez un serrage parfait et uniforme pour les stratifiés et les composites
- Quel est l'objectif de la préparation de l'échantillon ? Assurer des résultats analytiques précis et fiables
- Qu'est-ce qu'une presse à vide ? Exploiter la pression atmosphérique pour un contrecollage parfait
- Que puis-je réaliser avec une presse à vide ? Découvrez le placage parfait et les formes courbes
- Comment fonctionne une presse à vide ? Exploiter la pression atmosphérique pour un placage parfait



















