Dans de nombreux scénarios de production, le brasage coûte moins cher que le soudage. Cela est principalement dû aux coûts de main-d'œuvre et de finition inférieurs, en particulier dans les applications à grand volume, même si les métaux d'apport de brasage peuvent parfois être plus coûteux que les consommables de soudage. Le coût final, cependant, dépend entièrement de l'application spécifique, des matériaux et du volume de production.
La question du coût ne concerne pas le prix affiché du métal d'apport, mais le coût total d'une pièce finie. Le brasage s'avère souvent plus économique en réduisant le temps de processus, en permettant l'automatisation et en éliminant les opérations secondaires coûteuses comme le meulage et la finition.

Comment comparer les coûts réels : Brasage contre Soudage
Pour comprendre l'aspect économique, vous devez regarder au-delà du processus lui-même et analyser l'ensemble du flux de fabrication. Le coût est déterminé par trois facteurs principaux : la main-d'œuvre, les matériaux et le post-traitement.
Facteur 1 : Coûts de main-d'œuvre et d'énergie
Le brasage nécessite généralement moins de chaleur et d'énergie que le soudage. Les métaux de base ne sont pas fondus, seulement le métal d'apport, ce qui entraîne des économies d'énergie importantes par joint.
Cette exigence de température plus basse signifie également que le processus peut être plus rapide. Dans de nombreux cas, en particulier avec le brasage au four, des centaines ou des milliers de pièces peuvent être assemblées simultanément.
De plus, le brasage est souvent plus facile à automatiser et peut être effectué par des opérateurs ayant une formation moins spécialisée qu'un soudeur certifié, ce qui entraîne des coûts de main-d'œuvre directe inférieurs.
Facteur 2 : Coûts des matériaux de base et d'apport
Les matériaux d'apport pour le soudage sont généralement à base d'acier et sont relativement peu coûteux. Les métaux d'apport de brasage, en particulier ceux contenant de l'argent, peuvent être nettement plus chers à la livre.
Cependant, le brasage excelle dans l'assemblage de métaux dissemblables (par exemple, cuivre sur acier), ce qui peut être difficile ou impossible à souder. Dans ces cas, le brasage est la seule option rentable.
Étant donné que le brasage ne fait pas fondre les métaux de base, il est également idéal pour assembler des sections métalliques très minces sans déformation ni percement, réduisant ainsi les taux de rebut et le gaspillage de matériaux.
Facteur 3 : Coûts de finition et d'inspection
Les joints soudés nécessitent souvent des opérations secondaires importantes et coûteuses. Celles-ci comprennent le meulage, le ponçage et le redressage pour corriger la déformation causée par la chaleur élevée.
Les joints brasés sont généralement lisses, propres et nets tels que formés. Ils nécessitent peu ou pas de finition post-processus, ce qui élimine un coût majeur et un goulot d'étranglement de production. C'est l'un des avantages économiques les plus significatifs, mais souvent négligés, du brasage.
Comprendre les compromis
Choisir une méthode d'assemblage uniquement en fonction du coût est une erreur. Les exigences techniques du produit final sont primordiales.
Quand le soudage est le meilleur choix
Le soudage crée une structure métallurgique unique et fusionnée. Pour les applications exigeant la résistance de joint la plus élevée absolue ou des performances dans des environnements à très haute température, le soudage est souvent le seul choix approprié.
Si vous effectuez une réparation simple ou fabriquez un article unique, le coût d'installation inférieur d'un processus de soudage de base peut être plus économique que l'approvisionnement en matériaux et en équipement de brasage.
Limites du brasage
La principale limite du brasage est la température de service de la pièce finale. Le joint brasé échouera s'il est chauffé près du point de fusion du métal d'apport.
Bien que solide, un joint brasé n'est généralement pas aussi résistant qu'un joint soudé correctement exécuté, car il repose sur l'adhérence entre le métal d'apport et les métaux de base plutôt que sur une fusion complète.
Faire le bon choix pour votre objectif
Pour sélectionner le processus le plus économique, évaluez l'objectif principal de votre projet.
- Si votre objectif principal est la production à grand volume et une finition minimale : Le brasage est presque toujours plus rentable en raison de sa rapidité, de son potentiel d'automatisation et de l'élimination des opérations secondaires.
- Si votre objectif principal est la résistance maximale du joint et la performance à haute température : Le soudage est le choix nécessaire et correct, et son coût potentiel plus élevé est justifié par les exigences de performance.
- Si votre objectif principal est l'assemblage de métaux dissemblables ou de pièces à paroi mince : Le brasage offre une solution fiable et à faible distorsion qui est souvent plus économique que les procédures de soudage spécialisées.
En fin de compte, comprendre le coût total de production — de la préparation initiale à la pièce finie — est la clé pour prendre la décision la plus rentable.
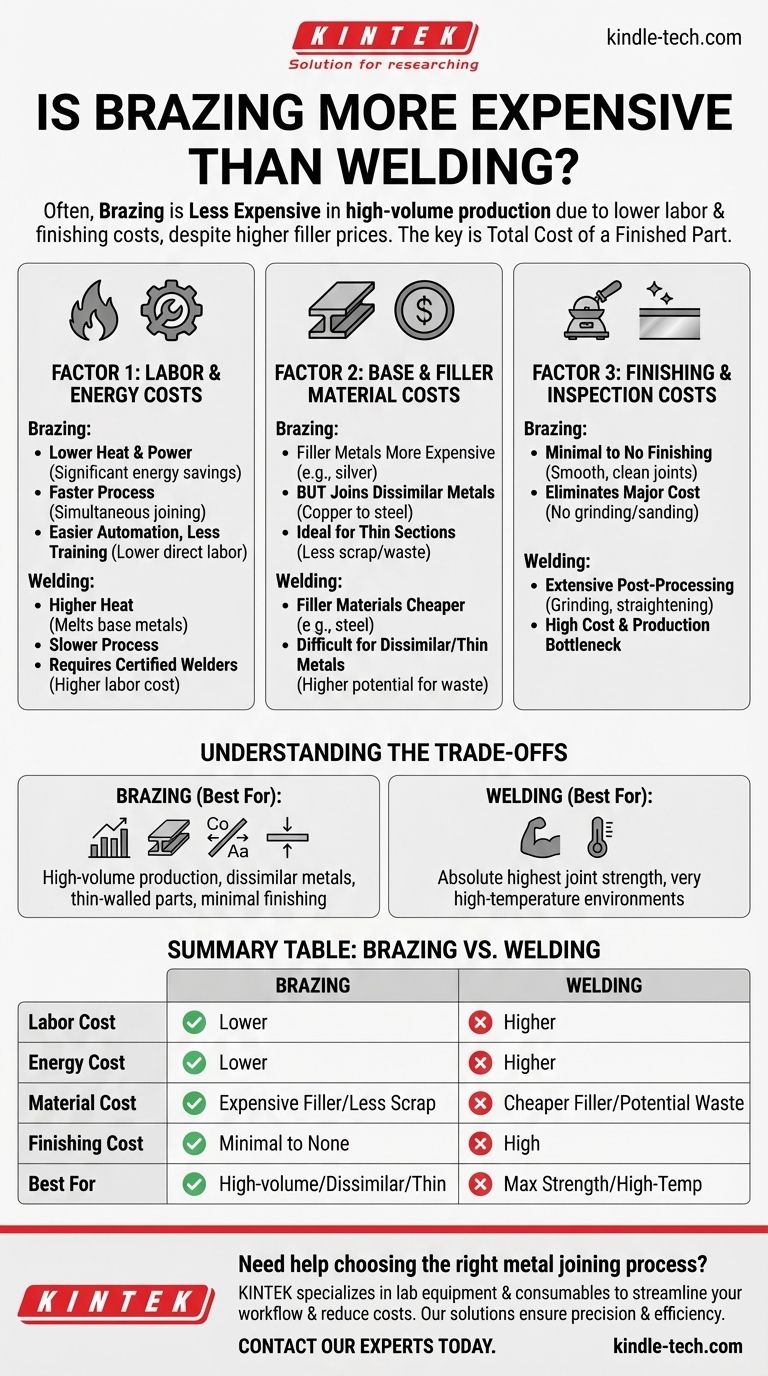
Tableau récapitulatif :
| Facteur | Brasage | Soudage |
|---|---|---|
| Coût de la main-d'œuvre | Inférieur (automatisation plus facile, moins de formation) | Supérieur (nécessite des soudeurs certifiés) |
| Coût de l'énergie | Inférieur (moins de chaleur requise) | Supérieur (métaux de base fondus) |
| Coût des matériaux | Les métaux d'apport peuvent être coûteux | Les matériaux d'apport généralement moins chers |
| Coût de finition | Minimal ou nul (joints propres) | Élevé (meulage, redressage nécessaire) |
| Idéal pour | Grand volume, métaux dissemblables, sections minces | Résistance maximale, applications à haute température |
Besoin d'aide pour choisir le bon processus d'assemblage métallique pour votre laboratoire ou votre ligne de production ? Chez KINTEK, nous nous spécialisons dans la fourniture d'équipements de laboratoire et de consommables qui rationalisent votre flux de travail et réduisent les coûts. Que vous brasiez ou soudiez, nos solutions garantissent précision et efficacité. Contactez nos experts dès aujourd'hui pour optimiser votre processus d'assemblage et obtenir des résultats supérieurs !
Guide Visuel